价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
| 类型:车削刀具 | 品牌:华菱超硬 | 型号:刹车盘 PCBN刀片 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:刹车盘 PCBN刀片 | 货号:刹车盘 PCBN刀片 | 结构类型:整体式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:刹车盘 PCBN刀片 |
| 规格:刹车盘 PCBN刀片 | 是否跨境货源:否 |
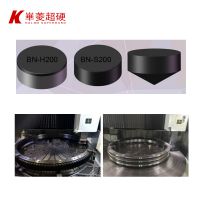
刹车盘粗车用什么材质刀片合适?PCBN刀片BN-S300可粗精车HT250刹车盘
目前,更多的厂家采用立方氮化硼刀片切削加工刹车盘,实现高效率批量生产。立方氮化硼刀片切削加工制动盘的优势主要体现在高效、高质量、高精度车削刹车盘,如BN-S300牌号和BNK30牌号。
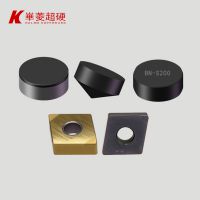
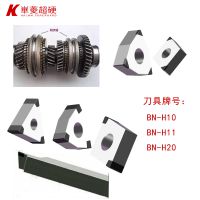
华菱超硬是一家集立方氮化硼刀片设计,生产,技术服务于一体的中国民族刀具品牌企业,华菱超硬推出的非金属粘合剂立方氮化硼刀片和传统刀片不同之处在于,采用非金属(陶瓷)作为粘结剂,提高了工件的抗冲击韧性。由于灰铸铁刹车盘在铸造过程中,易存在一些硬质点或夹砂等缺陷,传统刀片切削加工带有铸造缺陷的刹车盘,不耐磨、易崩刀,而华菱超硬非金属粘合剂立方氮化硼刀片BN-S300牌号车削灰口铸铁毛坯件刹车盘能很好的避免此类问题。
粗精车加工制动盘/刹车盘刀具方案:
BNK30材质采用进口纳米级结合剂和高纯度亚微米+纳米CBN颗粒混合配比,在高温高压下烧结的无硬质合金支撑(衬底)的CBN聚晶;其硬度更高,CBN粒度更细,尤其适合高速精加工,可获得良好稳定的表面加工质量,此CBN聚晶块可通过高真空钎焊工艺与任意硬质合金基体固定,形成各种形状的数控刀具,在某些细分领域因刀具材料的优异性能和稳定性在业内独具优势;而且,在目前超硬刀具PCBN /PCD坯料大部分需要进口的背景下,华菱自主研发的此类PCBN刀片坯料及刀片远销欧美日韩发达国家,在超硬刀具界享有很高声誉。
如需高速粗车加工制动盘,推荐选择BN-S300牌号PCBN刀片。

如何选择刀具材料提高加工刹车盘的效率
随着我国汽车产业的蓬勃发展,刹车盘行业也开始展露头角。正是因为汽车行业的迅速发展,导致机械加工行业加工的零部件出现很多质量问题,刹车盘作为汽车制动系统重要的安全部件,刹车盘的质量好坏直接影响汽车的制动性能,关系到汽车驾驶人员的生命财产安全。故刹车盘的质量必须严格把关。
刹车盘每年的产量都在逐渐上升,尤其是大型公司每月的产量达到几十万件左右,采用流水线的加工方式来提高加工效率,获得公司收益。所以常见的加工工艺路线为:铸造—粗加工—精加工—钻孔—检验入库。公司要想获得较好的经济利益,只能从加工效率上面寻找突破。由于刹车盘要求较高的光洁度和平面度,故在采用数控车床加工过程中,只能选择高硬度高耐磨的刀具材料。数控车床加工刹车盘选择硬质合金刀具,硬质合金刀具的线速度可能只能达到100-200m/min;不能高速切削,高速切削硬质合金刀具对线速度敏感,导致剧烈磨损,不但影响加工效率,而且增加了刀具费用。之后采用立方氮化硼刀具加工刹车盘,线速度可以达到300-1500m/min,不仅效***,而且刀具寿命长。例如华菱超硬研制的非金属粘合剂立方氮化硼刀具BN-S300牌号,粗加工刹车盘线速度达到1200m/min;华菱超硬BN-S300牌号精加工刹车盘线速度可达到2000m/min。,加工效果:在刹车盘的表面光洁度***在Ra1.0之内。加工效率是硬质合金刀具的十几倍。
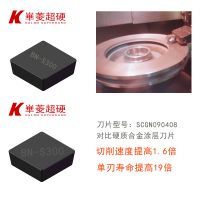
| 工件名称:制动盘 工件材质:灰铸铁 刀片型号:BN-S30 CNMN120712 切削参数:Vc=500m/min,Fr=0.55mm/r,ap=2mm 加工方式:干式切削 | ||
刀具材质 | 切削速度 | 单刃寿命 | 效率 |
华菱超硬BN-S30材质 | 500m/min | 200件/刃 | 提升1.8倍 |
硬质合金刀片 | 180m/min | 30件/刃 | ---- |
备注:(1)采用BN-S300、BN-K20和BNK30牌号切削制动盘时,尽量采用干式切削的加工方式,反之则容易产生微裂纹。
(2)选择BN-S300牌号整体聚晶CBN刀具切削制动盘时,需配备专业车刀杆,实现更稳定的切削,BN-K20和BNK30牌号镶嵌式CBN刀具则不用。
华菱超硬提供“量体裁衣”式服务,推荐针对性的PCBN刀片解决方案,欢迎新老客户拨打电话咨询,我们将竭诚为您服务。