| 类型:车削刀具 | 品牌:华菱超硬 | 型号:车加工皮带轮槽的PCBN刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:车加工皮带轮槽的PCBN刀具 | 货号:车加工皮带轮槽的PCBN刀具 | 结构类型:焊接式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:车加工皮带轮槽的PCBN刀具 |
| 规格:车加工皮带轮槽的PCBN刀具 | 是否跨境货源:否 |
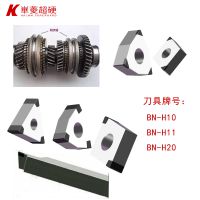
加工皮带轮槽刀具——数控车加工皮带轮槽的PCBN刀具
传统的皮带轮生产企业对于其关键工序V型楔槽的加工,大多没有使用专用的数控刀具,所以需要多道工序才能完成,皮带轮槽多次车加工、轮槽边缘部分的倒角和倒圆采用仿形加工完成,加工效率低、生产成本高。
皮带轮一般采用灰口铸铁材质,针对灰铸铁材质零件,高效刀具时立方氮化硼刀具(BNK30或BN-K50),该材质刀具可高速、高效率、高寿命、高质量加工灰铁零件。
要想高效加工皮带轮的V型槽,不仅仅需要采用立方氮化硼材质刀具,还需要对刀具结构进行设计,我司华菱超硬可提供单齿、双齿及多齿(三、四、五齿)结构汽车皮带轮楔槽加工专用立方氮化硼成型刀具,使皮带轮加工实现了多楔槽、台阶、倒角一次精密成型加工。
该类刀具的开发应用大大提高了皮带轮成品的尺寸精度和表面质量,减少换刀次数和用刀种类,大大缩短单件产品加工时间,让用户在皮带轮加工中***的提高了生产效率和产品质量,降低了制造成本。
加工灰铸铁皮带轮的刀片,在选用之前,配刀非常重要,想要更好的提高加工效率,降低加工成本,在购买刀片之前,做好前期沟通是非常必要的。针对具体加工材质和工况不同,华菱超硬提供BNK30,BN-K10,BN-K50,BN-K20等多种CBN刀具材质以及非标成型切槽刀具定制。欢迎您的垂询
华菱超硬CBN刀具加工皮带轮的优势:
1.硬度高,耐磨性好,寿命长;
2.刀片型号为机夹数控刀片,和硬质合金刀片通用车刀杆,不需要换刀杆就可直接使用,加工效率和刀具寿命都成倍提高;
3.采用数控车床加工皮带轮,CBN刀具BNK30牌号可实现高速切削,效***;
4.CBN刀具BNK30主要用于精加工工序,加工精度高,表面光洁度有***。

园林机械皮带轮车槽案例:
工件:园林机械皮带轮
材质:灰铸铁有白口
硬度:局部达HRC60且硬度不均匀
加工方式:仿形切槽,切槽深2mm;
刀片材质:BN-K10,非标定制;
切削参数:Fr=0.1mm/r,Vc=85m/min 干切
华菱BN-K10刀片寿命300件/刃,比原用硬质合金刀片提高几十倍。
汽车零部件行业逐步采用超硬刀具加工:
在汽车零部件行业快速发展过程中,切削刀具直接影响其加工效率和产品质量,那么通过哪些方面可提高加工效率,提高产品生产速度?
(1)采用组合刀具
加工工件时采用组合刀具(双刀同时加工),避免因换刀而增加停机时间,从而节省加工成本。如BN-S300牌号和BNK30牌号,可同时加工汽车零部件刹车盘的外圆,端面和内孔,高转速切削下***良好的切削性能,获得较高的表面光洁度。
(2)采用金属去除***的刀具
尽可能的选择金属去除***的刀具,不仅可节省走刀次数,减少加工时间,节省加工成本,还可缩短交货周期,如BN-S300牌号,采用纳米级结合剂和高精度CBN颗粒优选配比,可满足刹车盘、制动鼓等、皮带轮、飞轮等零部件的稳定车削。
(3)采用更高的切削速度
汽车零部件行业正越来越多的采用CBN刀具加工铸铁和钢件,采用PCD刀具加工铝合金零部件,这类超硬材料刀具可在500-2000m/min的切削速度下对铸铁件进行高速加工,虽然单价较高,但由于能大幅提高切削速度和延长刀具寿命,因此整体生产成本是大大降低的。
(4)缩短换刀时间
尽可能采用更换刀片时无需从机床上卸下的刀具,或其结构设计可大大加工刀片更换速度的刀具。此类刀具可消除或大限度的缩短停机时间,从而节省更多加工成本。