价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
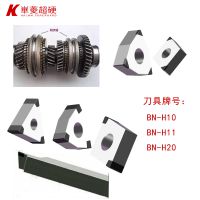
| 类型:车削刀具 | 品牌:华菱超硬 | 型号:BN-H10 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:BN-H10 | 货号:BN-H10 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:球笼 |
| 规格:多种规格 | 是否跨境货源:否 |
球笼加工专用立方氮化硼刀片 可替代进口刀片加工球笼的刀片材质BN-H10
汽车球笼零部件的材质介绍:
(1)球笼主要由外壳(俗称钟形壳或外轮),传力钢球,星形轮(俗称星形套或内轮)和保持架等四部份组成。
(2)球形壳:常用材质为55#钢;经过热处理后硬度在HRC52-58之间,具有刚性好,强度高,耐磨等优势。
(3)星形套,保持架:常用材质为20CrMoTi,经过热处理后硬度在HRC58-62之间,具有较好的表面抗拉和弯曲疲劳强度,心部有足够的强度和韧性。
钢球:常用材质为GCr15。
汽车球笼零部件的加工难点主要体现在热处理之后硬度高,普通刀具很难加工;而且部分存在间断切削工况,容易出现崩刀、崩刃等情况;形位公差和精度要求严格,普通刀具加工难以***。

汽车球笼零部件车加工刀片方案:
汽车球笼零部件车削加工刀片:多采用加工中心对零部件进行车削,在对具有严苛的尺寸公差要求,或者强断续切削工况下,可采用华菱超硬品牌BN-H10牌号和BN-H21牌号分别对球笼零部件进行连续切削和断续切削,同时华菱还可提供涂层和修光刃等硬加工方案。
汽车球笼零部件铣削加工刀片:主要用于球形壳和星形套上的球道(滚道)铣削,和保持架的窗口铣削,华菱超硬CBN铣刀具有较高的高温耐磨性和热稳定性,刃口经过特殊的处理工艺,具有更高的刃部强度和稳定性,切削性能稳定,可严格控制球形壳内球面和六条球道的同轴度,星形套外球面和六条球道的同轴度公差要求。
华菱超硬BN-H10牌号和BN-H21牌号立方氮化硼刀片,分别用于球笼零部件的连续车削和断续车削,同时华菱还可提供涂层和修光刃等硬加工方案。
BN-H10 立方氮化硼刀片在球笼零部件加工中的运用:
加工材料:淬火钢(热处理后HRC58)
加工零件:球形壳
加工工况:连续切削(球笼面)
加工方式:干式切削
使用刀片:BN-H10 TNGA160408
切削速度:190m/min
切削深度:0.15mm
走刀量:0.15mm/r
刀具寿命:355件/刃
应用领域:淬火后HRC45以上的齿轮,轴承,齿轮轴,模具等
优势特点:
1.华菱超硬品牌BN-H10 立方氮化硼刀片是欧系立方氮化硼刀片效率的1.1倍
2.华菱超硬品牌BN-H10 立方氮化硼刀片是欧系立方氮化硼刀片成本的60%
华菱超硬立方氮化硼刀片BN-H10/BN-H21/BN-H05铣削加工球笼零部件的案例:
1.铣削汽车球笼星形套球道:材质:20CrMnTi,工件硬度:HRC58-62,加工参数:Vc=170m/min fz=0.07mm/z,加工方式:干式切削,刀具寿命:4500件。
2.铣削汽车球笼保持架窗口:材料:20CrMnTi,工件硬度:HRC58-62,表面粗糙度要求:Ra1.6,加工参数:Vc=130m/min,Fr=0.2mm/r,ap=0.3mm,刀具寿命:2000件。
华菱超硬优势产品推荐:
1、硬钢加工刀片:BN-S20,BN-S200,BN-H05,BN-H10,BN-H21,适合连续、中等断续、强断续加工HRC45以上的淬火硬钢;
2、高硬度铸铁加工刀片:BN-K1,以车代磨大余量加工高铬铸铁、镍硬铸铁、白口铸铁、(***)冷硬铸铁、高镍铬合金铸铁、高硼铸铁等高硬度铸铁材质,粗车、半精车、精车均可;
3、其他难加工材料刀片:CDW850,CDW002,CDW005,CDW010,CDW025,CDW302牌号聚晶金刚石PCD刀具,高效切削加工硬铝合金、碳纤维复合材料、金属基复合材料、硬质合金、陶瓷、石墨等难加工材料。
凡购买华菱超硬刀具产品,***,全程提供技术指导,如遇到高硬度材料难加工问题可致电华菱超硬为您推荐刀具方案。
球笼加工专用立方氮化硼刀片 可替代进口刀片加工球笼的刀片材质BN-H10