| 类型:车削刀具 | 品牌:华菱超硬 | 型号:BN-H20 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:BN-H20 | 货号:BN-H20 | 结构类型:机夹式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:淬火后同步器齿毂刀具 |
| 规格:淬火后同步器齿毂刀具 | 是否跨境货源:否 |
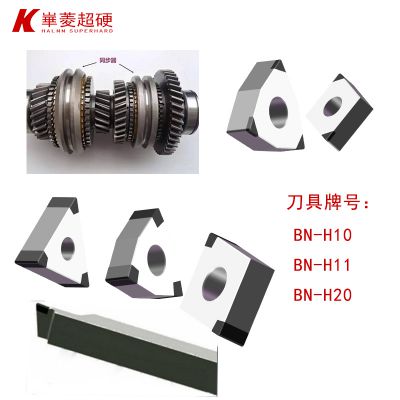
以车代磨淬火后同步器齿毂刀具BN-H20可断续切削花键毂端面寿命高
采用CBN刀具精加工热处理后20CrMnTi材质同步器齿毂可缩短生产周期,提高生产效率,但只有选择正确的CBN刀具材质,才能***同步器的高质量要求。那么如何选择正确的CBN刀具对同步器进行精加工呢?
首先20CrMnTi材质热处理后硬度在HRC60左右,存在变形量的问题,也可以称之为断续切削,对CBN刀具的耐热性和耐崩损性要求较高。
为了CBN刀具精加工20CrMnTi材质时不崩刀更耐磨,超硬刀具企业及研究所对CBN刀具进行不断实践和测试,最终华菱超硬率先研发出耐磨性和抗冲击韧性兼备的CBN刀具—BN-H10牌号和BN-H11牌号,在精加工20CrMnTi材质领域应用广泛。
针对20CrMnTi锻钢同步器齿毂,热处理后洛氏硬度60度左右,华菱超硬推荐BN-H10和BN-H11牌号CBN材质,分别于用于机床刚性好和机床刚性稍差的情况下。
BN-H10牌号属于复合式CBN刀具,耐磨性和抗震性兼备,适用于刚性较差的机床,可使用标准刀片,也可定制非标成型刀具硬车同步器。
BN-H11牌号属于镶嵌式CBN刀具,装夹方式灵活,刃口多更经济,适用于刚性较好的机床,同样可定制非标成型刀具。

以车代磨同步器齿毂精加工刀具案例:
加工工件:同步器齿毂
加工工序:精加工端面及环槽
刀片型号:BN-K50 DCGW11T304
切削参数:Vc=500m/min,F=0.1mm/r,ap=0.2mm
加工效果对比如下:相比其他品牌PCBN刀具,BN-K50牌号CBN刀具的使用寿命提高37%!
粉末冶金同步器齿毂由于符合节能、环保和可持续发展的要求,在汽车零部件中所占比例不断增加,逐渐取代钢同步器齿毂作为汽车同步器的主要零部件。
粉末冶金齿毂优势在于能生产最终形状零件,具有高效率、高精度;同时具备节材、省能的***特点,只需要少量切削加工即可,大大减低生产成本。
粉末冶金齿毂主要加工部位有端面、环槽两个部位,由于加工余量小,一般采用焊接式CBN刀具,对于环槽可采用CBN成型刀进行切削。常用于精车粉末冶金齿毂的刀片材质是BN-K50材质,BNK30和BN-H20材质。
华菱超硬提供汽车同步器齿毂和同步器接合套解决方案
(1)同步器接合套车槽工序刀具方案:
对于普通机床,推荐BN-H11牌号非标切槽刀具,属于焊接车刀,具有良好的抗震性能和抗冲击韧性,切削参数推荐:线速度v=90-120m/min,Fr=0.08mm/r。
对于高精度机床,推荐BN-H20牌号刀片VNGA160404(08),机夹结构,在高速加工时,使用寿命***,刀尖圆弧角R1.0,R0.6等多种规格,加工效率与切槽成型刀比较提高2.5倍。
(2)汽车同步器齿毂刀具方案:
BNK30和BN-H20分别适用于连续、断续加工,精加工齿毂端面硬度高、耐磨性好,刀具使用寿命高,相比进口硬质合金涂层刀片,寿命提高10倍以上!
凡采购华菱超硬刀具产品,***,全程提供技术参数指导,欢迎致电华菱超硬垂询!
以车代磨淬火后同步器齿毂刀具BN-H20可断续切削花键毂端面寿命高