| 类型:车削刀具 | 品牌:华菱超硬 | 型号:热后硬车加工同步器锁环的pcbn刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:热后硬车加工同步器锁环的pcbn刀具 | 货号:热后硬车加工同步器锁环的pcbn刀具 | 结构类型:机夹式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:热后硬车加工同步器锁环的pcbn刀具 |
| 规格:热后硬车加工同步器锁环的pcbn刀具 | 是否跨境货源:否 |
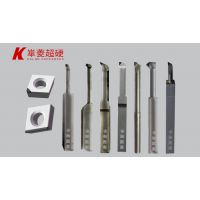
热后硬车加工同步器锁环的pcbn刀具可高速连续精加工20CrMnTi同步环
20CrMnTi材质同步环渗碳淬火后,其硬度一般在HRC60左右;由于热处理后变形,一般需要对拨叉槽的两侧以及底部进行加工,以切除淬火后变形量,或达到加工表面粗糙度工艺要求。
华菱超硬针对同步环淬火后硬车加工的特点,根据用户所使用不同机床的特性,结合目前同步环热后加工常用的陶瓷材质刀片在断续切削容易崩刀等问题,从刀具耐用度和以车代磨效率方面出发,研制出两种热后硬车加工刀具BN-H10和BN-H20牌号,这两种牌号均为非金属粘合剂超细晶粒立方氮化硼刀具(PCBN刀具,被简称为CBN刀具),在刀具寿命和加工效率方面得到***的改善,在同步器齿轮同步环热后加工中奠定了超硬加工切削基础,广泛应用于汽车汽车齿轮,传动轴,传动轴的以车代磨领域。
针对20CrMnTi锻钢同步环,热处理后洛氏硬度60度左右,华菱超硬推荐BN-H10和BN-H11牌号CBN材质,分别于用于机床刚性好和机床刚性稍差的情况下。
BN-H10牌号属于复合式CBN刀具,耐磨性和抗震性兼备,适用于刚性较差的机床,可使用标准刀片,也可定制非标成型刀具硬车同步器。
BN-H11牌号属于镶嵌式CBN刀具,装夹方式灵活,刃口多更经济,适用于刚性较好的机床,同样可定制非标成型刀具。

使用CBN刀具硬车加工同步环应用:
加工工件:锁环(同步环)
加工工序:同步环内圆
工件材质:20CrMnTi锻钢
工件硬度:HRC58-62
公差要求:尺寸公差±0.05(5丝以内)
光洁度要求:Ra0.8
同步器工作原理:
1.换挡前锁环(同步环)与换挡齿轮摩擦使换挡齿轮和输出轴转速同步。
2.接合套配合锁环将两个齿轮的转速由异步到同步完成结合。
3.结合后,动力通过同步器把动力传递到输出轴。
热后硬车加工同步器锁环的pcbn刀具可高速连续精加工20CrMnTi同步环