| 类型:车削刀具 | 品牌:华菱超硬 | 型号:车加工电机轴专用cbn刀粒 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:车加工电机轴专用cbn刀粒 | 货号:车加工电机轴专用cbn刀粒 | 结构类型:机夹式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:40Cr、45号钢淬火后HRC55-60 |
| 规格:车加工电机轴专用cbn刀粒 | 是否跨境货源:否 |
【硬车加工电机轴数控车刀】40Cr、45号钢淬火后HRC55-60精加工高精度刀粒
电机轴作为负担电机转动部分的一个零件,或传递从原动机到电机的转矩,或将转矩从电机传到被拖动的机件上,其强度和配合精度直接决定了电机正常情况下能否可靠运行。另外,突然加载或异常负荷等瞬时过转矩工况不可避免,强度和韧性任一项超过电机轴的能力极限,后果都是毁灭性的,故而客户往往十分挑剔轴甚至过问电机轴的材质。
电机轴一般材质为优质碳素钢45#钢或合金结构钢40Cr,淬火后硬度高,一般在HRC55度左右,硬度高使用合金刀片非常不耐磨,使用陶瓷材质刀片不能带有键槽断续,否则易崩刀,此时推荐采用华菱立方氮化硼高硬度超耐磨刀具。

华菱超硬品牌热后硬车加工电机轴的刀具特色:耐磨性好,抗冲击性强,能够大余量粗车加工,也可用于半精加工和精加工,节省换刀时间,干式切削 ,节约加工成本
使用范围:高温合金、耐热耐磨钢、高硬度铸铁/铸钢、淬硬钢、氮化钢、渗碳钢材料的硬车削加工。
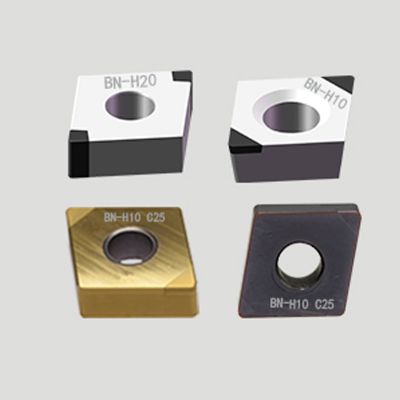
特性方向 | 刀具牌号 | 承受吃刀深度 | 推荐切削状态 |
| BN-S20 | 1-10mm | 断续-连续 |
BN-H20 | ≤ 1mm | 中等断续 | |
BN-S200 | ≤ 1mm | 连续切削 | |
BN-H11 | ≤ 1mm | 连续切削 | |
淬硬钢的精加工 | BN-H05 C25 (涂层PCBN刀片) | ≤ 0.5mm | 连续切削 |
BN-H05 | ≤ 0.5mm | 连续切削 | |
BN-H10 C25 (涂层PCBN刀片) | ≤ 0.5mm | 连续-微断续 | |
BN-H10 | ≤ 0.5mm | 连续-微断续 | |
BN-H21 | ≤ 0.5mm | 强断续切削 | |
BN-H21 C25 (涂层PCBN刀片) | ≤ 0.5mm | 强断续切削 |
40Cr轴类零件是机器中经常遇到的典型零件之一,它主要用来支承传动零部件,传递扭矩和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。
轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。
轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项:
(一)尺寸精度.
起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。
(二)几何形状精度
轴类零件的几何形状精度主要是指轴颈、外锥面、莫氏锥孔等的圆度、圆柱度等,一般应将其公差限制在尺寸公差范围内。对精度要求较高的内外圆表面,应在图纸上标注其允许偏差。
(三)相互位置精度
轴类零件的位置精度要求主要是由轴在机械中的位置和功用决定的。通常应***装配传动件的轴颈对支承轴颈的同轴度要求,否则会影响传动件(齿轮等)的传动精度,并产生噪声。普通精度的轴,其配合轴段对支承轴颈的径向跳动一般为0.01~0.03mm,高精度轴(如主轴)通常为0.001~0.005mm。
(四)表面粗糙度
一般与传动件相配合的轴径表面粗糙度为Ra2.5~0.63μm,与轴承相配合的支承轴径的表面粗糙度为Ra0.63~0.16μm。
我国正处在机械制造技术快速发展的时期,高强度等难加工材料的切削加工作为制造技术的基础工艺,在生产中有着广泛的应用前景,其加工技术已成为***制 造技术的主要发展方向之一。随着各种***制造技术的应用,机器的性能和使用寿命将会得到***的提高,而高强度材料的切削加工,也将进一步推动机械制造业的蓬勃发展。华菱超硬持续不断的改进超硬刀具的解决方案,遇到高硬度材料、难加工材料的刀具选择问题,欢迎新老客户来电咨询。
【硬车加工电机轴数控车刀】40Cr、45号钢淬火后HRC55-60精加工高精度刀粒