价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
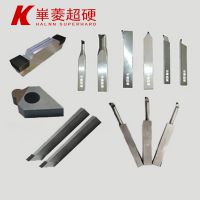
| 类型:车削刀具 | 品牌:华菱超硬 | 型号:BNK30超硬刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:BNK30超硬刀具 | 货号:BNK30超硬刀具 | 结构类型:焊接式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:灰铸铁 灰铁 |
| 规格:BNK30超硬刀具 | 是否跨境货源:否 |
如何提高灰铁的加工亮度,华菱BNK30超硬刀具加工灰铸铁粗糙度达Ra1.6
如何提高灰铁的加工亮度?加工灰铁零件,想要获得良好的表面粗糙度,影响因素有很多,如灰铁零件可能自身存在一些铸造缺陷、切削液选择不合理、加工方式不同、机床刚性、刀具材质、切削参数等,都会影响灰铁的表面光洁度,其中刀具材质的选择对灰铁表面光洁度的影响较为直观,如使用硬质合金刀具加工灰铁达到Ra1.6的表面粗糙度都很困难,而华菱BNK30牌号刀具可轻松加工出Ra1.6的表面粗糙度,同时刀具寿命提高几十倍,表面亮度也提高一个数量级,是目前高速切削加工灰铸铁零件的理想刀具牌号。

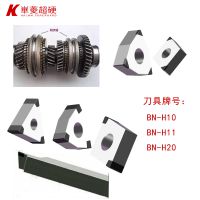
BNK30超硬刀具加工灰铸铁零件的案例:
加工零件:制动鼓,加工材料:HT250(FC250),HB170-210,选用刀片:BNK30 WNGA080408-6S
切削参数:ap=0.5mm,Fr=0.2mm/r,Vc=650m/min
加工效果:相比普通材质PCBN刀具,华菱BNK30材质PCBN刀具的单刃使用寿命提高70%以上,表面粗糙度达Ra1.6以下,既提高了刀具寿命,又能达到HT250制动鼓的粗糙度要求。
如何提高灰铁的加工亮度?除了选择合适的刀具材质外,切削参数选择的不同,对表面粗糙度影响较大,应引起足够的重视。精加工是***灰铸铁零件表面粗糙度的重要工序,因此精加工时,切削参数应以***灰铸铁零件表面粗糙度为主,并兼顾生产率和必要的刀具寿命。精加工的吃刀深度是根据加工精度和表面粗糙度要求,由粗加工后留下的余量确定的,一般吃刀深度控制在0.5mm以内。同时在机床刚性条件许可的条件下,可充分发挥刀具的切削性能,采用较高的切削速度对灰铸铁零件进行高速加工。
华菱超硬立方氮化硼刀具具有硬度高、耐用度高、导热系数高,加工灰铸铁时可获得良好的表面粗糙度,是高速切削加工灰口铸铁理想的刀具材质,灰铸铁又称灰铁、灰口铁,常见牌号如HT150/HT200/HT250/HT300/HT350。汽车发动机缸体、缸孔是典型灰铸铁零件,目前国内大多数生产企业采用华菱超硬立方氮化硼刀具对缸体缸孔进行精加工、半精加工。凡购买华菱超硬立方氮化硼刀具产品,***,全程提供技术跟踪指导服务,欢迎致电华菱超硬咨询。
如何提高灰铁的加工亮度,华菱BNK30超硬刀具加工灰铸铁粗糙度达Ra1.6