| 类型:车削刀具 | 品牌:华菱超硬 | 型号:40CrMo淬火后切削外圆端面刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:40CrMo淬火后切削外圆端面刀具 | 货号:40CrMo淬火后切削外圆端面刀具 | 结构类型:机夹式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:40CrMo淬火后切削外圆端面刀具 |
| 规格:40CrMo淬火后切削外圆端面刀具 | 是否跨境货源:否 |
合金钢40CrMo淬火后切削外圆端面刀具可连续-断续加工耐磨好韧性好
合金钢40CrMo淬火后高硬度合金钢加工用什么材质的超硬刀具?非金属粘合剂立方氮化硼刀具BN-S20材质相较于硬质合金刀具相比,硬度高,耐磨性好,刀具寿命是硬质合金刀具的几十倍,可高出硬质合金刀具3-4倍的切削速度加工高硬度热处理后的合金铸钢件。相较于陶瓷材质刀片,抗冲击性好,不会遇到断续(硬质点或气孔)崩刀。对于40CrMo淬火件的精车外圆、车圆弧槽可选用BN-H20和HLCBN牌号CBN刀具。
切削加工40CrMo淬火后硬度HRC58-62专用CBN刀具牌号:
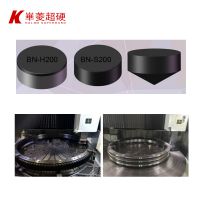
(1)BN-H05牌号是专用于40CrMo淬火后高速切削的刀具材质,加工效***,仅适用于连续加工、机床刚性好能高速切削的工况。
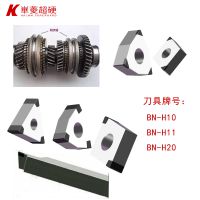
(2)BN-H10和BN-H21牌号属复合PCBN刀片,BN-H11和BN-H20牌号属通焊贯穿式CBN刀片,刃口数量是复合PCBN刀片的两倍,这几种牌号均是40CrMo淬火后精车cbn刀片牌号,均可用于断续切削淬硬高速钢,其中BN-H21和BN-H20为重断续切削刀片,可强断续加工40CrMo淬火件齿型外圆、内孔,韧性好,抗崩损。
(3)HLCBN和BN-S20,专用于40CrMo淬火后的粗加工、半精加工,连续-断续工况均可,其中HLCBN牌号是华菱超硬专门针对淬火后加工所研发的通用刀具,BN-S20是针对淬火后加工大余量吃刀研发的专用刀具,是目前重载切削加工淬火钢的理想刀具。
以上牌号CBN刀片,还可根据工况需要进行cbn涂层,华菱超硬提供“量体裁衣”式服务,对于高硬度难切削加工材料,可针对性的提供专用立方氮化硼材质,以提供更优越更具竞争力的刀具方案,欢迎致电华菱超硬咨询。

硬车削40CrMo淬火件精车外圆参数案例:
加工工序:切削加工牙掌轴头外圆及堆焊端面
加工工况:连续切削
加工材料:40CrMo,
工件硬度:HRC58-62
选用刀片:BN-H20
切削参数:Vc=90m/min,S=380 F=0.12mm/r,ap=0.1mm(走5刀,每刀0.1)
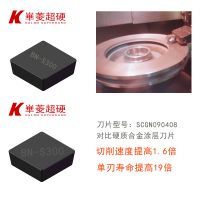
加工效果:原用刀具PCBN复合片,单个刃口只能加工2件,华菱BN-H11为通焊型cbn刀片,单个刃口是原用刀具的2倍,华菱cbn刀具是原用cbn刀具的4倍。
淬火后高硬度40CrMo淬火钢的切削加工难点:
淬火后高硬度40CrMo合金钢一般是指经过热处理淬火之后的硬度在HRC55-62的高硬度淬火钢件,这类淬火后高硬度40CrMo合金钢的加工难点有几种 :
1、硬度较高,一般的YT726合金刀片或者陶瓷材质刀片车不动;
2、在热处理后变形问题,使吃刀深度不均匀,容易产生崩刀现象;
3、很多40CrMo合金钢件淬火后加工面有间断切削,比如有油孔或者键槽,无疑是给切削加工再次制造麻烦;
4、40CrMo热处理后硬度不均匀,用一般YT726刀片车削时,容易出现不耐磨,刀片磨损快。
新型超硬CBN数控刀片在选用之前,配刀非常重要,想要更好的提高切削效率,降低车削成本,在购买刀具之前,做好前期沟通是非常必要的。华菱超硬提供标准数控车刀片或为公司量身订做非标成型刀片,从而达到公司工件的加工要求。
凡是购买我司郑州华菱超硬刀具均***,全程技术跟踪服务。欢迎您的垂询!
合金钢40CrMo淬火后切削外圆端面刀具可连续-断续加工耐磨好韧性好