| 类型:车削刀具 | 品牌:华菱超硬品牌 | 型号:回转支承轴承PCBN刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:回转支承轴承PCBN刀具 | 货号:回转支承轴承PCBN刀具 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:回转支承轴承PCBN刀具 |
| 规格:回转支承轴承PCBN刀具 | 是否跨境货源:否 |
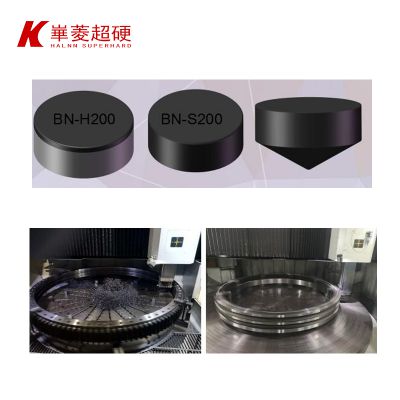
大型回转支承轴承精车加工专用PCBN刀具BN-H200【华菱超硬品牌】
回转支承轴承热后加工难点:
回转支承轴承内环加工为热处理后直接加工,热后加工余量0.6-0.7mm,加工内环外挡边以及滚道,工况稳定,没有复杂工况。主要加工难点在于滚道弧度于滚道内粗糙度为Ra0.4。
回转支承轴承外环加工过程中,月形槽内均匀分布若干个油孔,为强断续切削。另月形槽滚道衔接处加工余量大,刀片承受切削力大。从外环整体来看上下挡边均有阶梯孔,工件相比内环加工余量更大,加工周长***,刀片承受的切削力也相对增大。
回转支承轴承的精度和表面质量要求很高,如回转支承轴承精车加工工艺要求有:
(1)端面基准面跳动<0.005mm;
(2)沟底跳动<0.005mm;
(3)滚道表面粗糙度Ra0.3μm;
(4)推力球轴承轴圈的壁厚差<0.01mm。

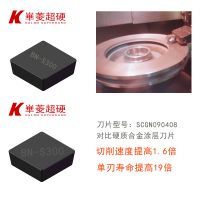
采用BN-H200材质PCBN刀具以车代磨回转支承轴承的优势:
(1)生产效***,与磨削工艺相比降低了加工时间;
(2)采用BN-H200牌号PCBN刀具以车代磨回转支承轴承,属于绿色洁净生产,立方氮化硼刀片多数情况下采用干式切削,一方面减少了冷却装备,降低了生产成本,另一方面车削下来的铁屑比磨削下来的砂粒更方便回收处理,减少对环境的污染;
(3)以车代磨回转支承轴承时不需要用专用刀具、专用机械和夹具,在现有的普通车床或数控车床上即可进行;
(4)实现高速切削回转支承轴承,硬车削过程中所产生的大部分热量被切屑带走,不会产生磨削工艺所产生的表面***和裂纹,可获得良好的表面质量。
回转支承轴承内环挡边加工用PCBN刀具案例
回转支承轴承内环挡边加工案例:加工部位:风电轴承内环挡边,加工尺寸:2750mm,工件材质:42CrMo4,工件硬度:HRC58-63,表面光洁度要求:Ra0.4;
加工工序:粗加工,刀片型号:BN-H200 RNMN090300,加工参数:Vc=190m/min,Fr=0.32mm/r,ap=0.6-0.7mm;
加工工序:精加工,刀片型号:BN-H200 RNMN090300,加工参数:Vc=215m/min,Fr=0.2mm/r,ap=0.2mm。
延伸阅读:
1.采用华菱超硬PCBN刀片硬车轴承时,尽量采用干式切削的加工方式,但有时对轴承的加工精度和表面质量及刀具寿命有特殊要求时,也可使用水基切削液进行连续、均匀的冷却方式,避免刀片产生微裂纹。
2.在购买PCBN刀片之前尽量和华菱超硬刀具工程师沟通,刀具工程师会根据实际加工情况给出合理的切削参数,以便更好的发挥出刀片的使用寿命。
大型回转支承轴承精车加工专用PCBN刀具BN-H200【华菱超硬品牌】