| 类型:车削刀具 | 品牌:华菱超硬 | 型号:齿轮pcbn刀片 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:齿轮pcbn刀片 | 货号:齿轮pcbn刀片 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:齿轮pcbn刀片 |
| 规格:齿轮pcbn刀片 | 是否跨境货源:否 |
热后硬车加工齿轮过程中,如遇到刀具不耐磨、崩刀等情况,或者想进一步提高加工效率和控制成本,欢迎致电华菱超硬,推荐选择更优的刀具方案!
以前用粗磨来加工硬质齿轮的端面,后改用硬车削作为粗加工,再进行精磨,成本减少40%。如果把粗磨和精磨都改为硬车削工艺,那么加工时间、夹具成本、刀具成本以及能耗都能下降,而生产率却大大提高,并使每只零件的成本下降55%。如美国一家生产压力环的工厂,原工艺都是磨削,包括内圆磨削、端面磨削、外圆磨削和球面磨削四道工序,改用硬切削后,只用两种CBN刀片型号,就使加工速度提高10倍。
此外,在废物处理和环保方面,硬车削优于磨削。磨削会产生磨屑和冷却液的混合物,这是不能再利用的废物,会污染环境。硬车削产生的废屑则可再利用,这对重视环境保护的今天来讲特别重要。
齿轮热后加工专用华菱超硬CBN刀片材质:
根据齿轮工况的不同,华菱超硬有专业材质推荐。
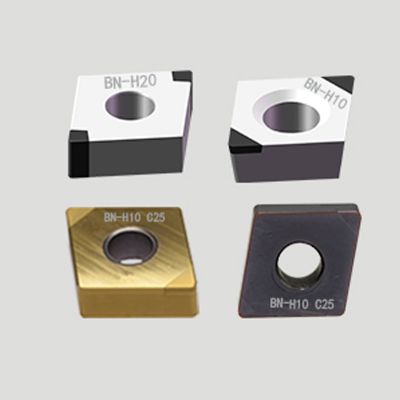
连续切削:推荐华菱超硬CBN刀片BN-H10牌号、BN-H11牌号(如下图),其中BN-H10牌号加工硬度HRC45-55之间的齿轮更经济,而HRC60度以上的齿轮则选择BN-H10牌号,高速精加工过程中,耐磨损性和耐崩损性均衡,可媲美进口CBN刀片***。

断续切削:推荐华菱超硬CBN刀片BN-H20牌号(刀片图样如上图BN-H11牌号)、BN-H21牌号(刀片图样如上图BN-H10牌号)。其中BN-H20牌号针对轻微断续切削,而BN-H21牌号针对强断续切削工况更具优势。
重载切削:大型齿轮由于热处理后变形量大,采用磨床效率太低,或者没有合适的磨床尺寸,只能进行车削加工,再加工强断续切削工况,对车削刀具的要求性能极高,此时采用华菱超硬CBN刀片BN-S20牌号可轻松解决,并且最终失效形式为正常磨损。
热后硬车加工齿轮用pcbn刀片案例参数:
加工部位:齿轮内孔
齿轮材料:20CrMnTi,
齿轮硬度:HRC58-62
选用刀片:BN-H10 CCGW09T304
切削参数:ap=0.25mm,Fr=0.08mm/r,Vc=135m/min
加工方式:干切
齿轮行业的基本类别用语:
配对齿轮——齿轮副中的任意一个齿轮,均可称为该齿轮副中的另一个齿轮的配对齿轮。
小齿轮(小轮)——齿轮副的两个齿轮中,齿数较少的那个齿轮。
大齿轮(大轮)——齿轮副的两个齿轮中,齿数较多的那个齿轮。
主动齿轮(主动轮)——齿轮副中的一个用于驱动其配对齿轮的齿轮。
从动齿轮(从动轮)——齿轮副中的被其配对齿轮驱动的齿轮。
行星齿轮(行星轮)——行星架(planet carrier),支承行星齿轮的构件。
太阳轮——行星齿轮传动中,与行星架轴线相同的外齿轮。
内齿圈——行星齿轮传动中,与行星架轴线相同的内齿轮。
延伸阅读:硬车削与立方氮化硼刀具
硬车削被定义为对硬度HRC45以上工件单点切削的加工过程,华菱超硬研发的可高速硬车削的立方氮化硼刀片,具有一下几点优势:
1.降低成本:在生产效率相同的情况下,车床的投资只有磨床的1/3,而且占地面积小,辅助费用低。并且采用数控加工中心高速切削淬硬钢,可以在很大程度上代替电火花加工淬硬钢。
2.环保绿色加工:华菱超硬立方氮化硼刀具主要以干式切削为主,节省了切削液的使用,更有利于切屑的回收,同时也减少了切削液对环境的污染。
3.提高效率:华菱超硬立方氮化硼刀具具备高硬度,高耐磨性,良好的抗冲击性和抗断裂性能,可实现高速切削淬火钢,大大提高加工效率。
















![[光洁度好]金刚石铰刀铰削液压阀孔光洁度好、无毛刺](https://img2.fr-trading.com/1/5_201_1658408_900_600.jpg.webp)
