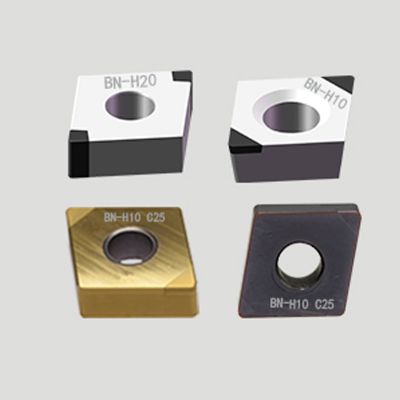
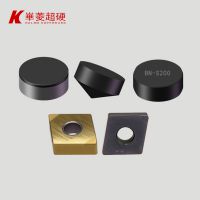
| 类型:车削刀具 | 品牌:华菱超硬 | 型号:齿轮轴专用车刀片 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
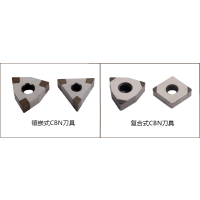
| 订货号:齿轮轴专用车刀片 | 货号:齿轮轴专用车刀片 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:齿轮轴专用车刀片 |
| 规格:齿轮轴专用车刀片 | 是否跨境货源:否 |
硬车削齿轮轴加工工艺的优势:
1.硬车削成本低廉,一般仅为磨削的四分之一;
2.用硬车削不需用专用刀具、专用机械和夹具,而磨削则要求使用磨床,硬切削则可在现有的数控车床或CNC车削中心上进行;
3.生产***,因为CBN刀具的切削速度可高达274m/min以上,使生产率大大提高,节省了大量时间。
由于CBN刀具的成本近年来已大大降低,从而为硬车削的推广应用创造了条件。成本不仅指刀具成本,而是指每只零件的制造成本,以更长的刀具寿命和每个切削刀头的低成本,PCBN刀具为硬加工提供了一条更经济的途径。
华菱超硬CBN刀具硬车削齿轮轴的优势:
1、稳定性:在连续硬切削齿轮断面或内孔已经不是难题;但在断续切削,深孔加工,仿形切槽时由于工艺工况复杂,更考验硬车机床、工装夹具、刀具材料、方案设计,华菱超硬CBN刀具连续、断续切削加工齿轮,可获得较高的表面光洁度、断续切削不崩刀。
2、经济性:硬车削(以车代磨)工艺成本相对磨削工艺,综合成本一般能降低
5倍左右,切削效率能提高3-4倍,在硬车削项目评估时,需要综合对比各种工艺的节拍、效率、投资。
3、硬车削表面粗糙度:齿轮常见材质有20CrMnTi、16Mn5、42CrMo等,热处理后硬度达到HRC58-62,一般工艺要求粗糙度Ra0.8以内,有的需要Ra0.4;HLCBN刀片完全能够达到要求,而且可提供修光刃和涂层CBN刀片方案,进一步提高加工质量、延长刀具耐用度。
数控车床车加工传动齿轮轴案例参数:

齿轮材质:
机械的传动和运转离不开齿轮的参与,尤其是大型机械设备,需要大型齿轮大型机械设备的传动需求。
齿轮对硬度和抗疲劳度都有较高要求,通常采用20Cr或者18CrMnTi,20CrMnTi,20CrNiMoH,进行渗碳处理来作为齿轮的原材料,有时候还会选择渗氮处理。经过渗碳或者渗氮处理之后钢材硬度有了大幅提升,在莫氏硬度中可以达到HRc58~63之间,这种渗碳钢材料既保留了耐冲击、较高的韧性和耐磨损的特性,还提高了硬度,对于承受冲击载荷或者高速运行的大型齿轮加工都可以选用。
45钢属于中碳结构钢,因为碳含量不多不少,所以材料特性偏于中庸,既没有非常高的硬度也没有特别***的韧性,不过也正是因为它的可塑性较好,所以经过调质处理之后可以用于制造齿面粗糙度较大以及载荷较低、速度不高的大型齿轮加工中。
以上几种都是主要的大型齿轮加工材料,如果用于特殊用途的大型齿轮,那么就需要采用更复杂特性的材料来进行加工。
在加工汽车零部件过程中,刀具常出现不耐磨,效率低下或因为零件硬度高,加工不动等问题,对此华菱研制出多款材质,应对汽车零部件的不同材质,具体切削参数如下:














![[光洁度好]金刚石铰刀铰削液压阀孔光洁度好、无毛刺](https://img2.fr-trading.com/1/5_201_1658408_900_600.jpg.webp)

