价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
| 类型:车削刀具 | 品牌:华菱超硬 | 型号:立方氮化硼刀片SNMN1204 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:立方氮化硼刀片SNMN1204 | 货号:立方氮化硼刀片SNMN1204 | 结构类型:整体式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:导轮/导辊外圆辊槽车削 |
| 规格:立方氮化硼刀片SNMN1204 | 是否跨境货源:否 |
导轮/导辊外圆辊槽用数控车槽刀片SNMN1204【立方氮化硼高硬度耐磨材质】
在车削加工中,如您遇到淬火后Cr12MoV导辊的精车加工,出现高硬度耐磨车刀不耐磨,崩刀或者光洁度不好等问题,欢迎致电郑州华菱超硬,为您推荐选择更优的刀具方案。
Cr12MoV导辊在淬火后硬度大概在HRC63度左右,属于硬度较高,如果用传统的合金高硬度耐磨车刀或者陶瓷高硬度耐磨车刀,经常会出现不耐磨,吃刀量小,崩刀等现象,所以只能使用超硬高硬度耐磨车刀进行加工,尤其是精车加工,能***很好的表面光洁度和尺寸精度。
华菱超硬立方氮化硼刀具BN-H11材质,属于高硬度耐磨车刀,加工出工件表面光洁度Ra0.4,尺寸稳定性好,硬度高,耐磨性好,抗冲击性强,精车加工淬硬钢可实现以车带磨工艺。

热后硬车导辊(导轮)的加工刀具方案:
1.导辊精加工工序:Cr12MoV导辊淬火后精车选择焊接立方氮化硼刀片就可完成,BN-H11牌号,属于高硬度耐磨车刀,加工出工件表面光洁度Ra0.4,尺寸稳定性好,硬度高,耐磨性好,抗冲击性强,精车加工淬硬钢可实现以车带磨工艺。
2.导辊粗车工序:对于大余量切削的导轮,选择BN-S200牌号CBN刀具,相较于HLCBN牌号,在高速切削(Vc=93mm/min)情况下BN-S200优于HLCBN,如果机床刚性等条件允许能够进行高速切削,可选择BN-S200;若只能相对低速切削(Vc=72mm/min)情况下,建议选择HLCBN牌号,以获得更优的加工效果。
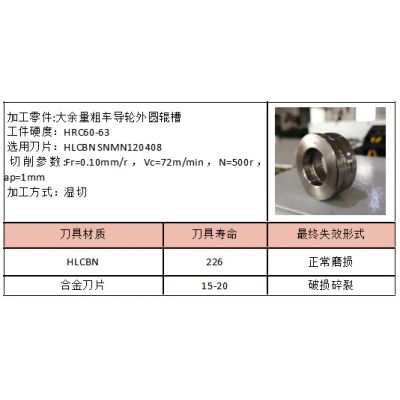
导轮/导辊外圆辊槽大余量粗车加工案例
加工零件:大余量粗车导轮外圆辊槽
工件硬度:HRC60-63
选用刀片:HLCBN SNMN120408
切削参数:Fr=0.10mm/r,Vc=72m/min,N=500r,ap=1mm
加工方式:湿切
加工效果:用户之前使用硬质合金刀片,使用200-250的转速,不仅效率低下,刀具的寿命也不高,华菱HLCBN牌号刀具在转速500的情况下,刀具的寿命为226件,加工效率提升的同时,刀具的使用寿命是合金刀片的10-15倍。
备注:对于大余量切削的导轮,华菱还提供BN-S200牌号CBN刀具,相较于HLCBN牌号,在高速切削(Vc=93mm/min)情况下BN-S200优于HLCBN,如果机床刚性等条件允许能够进行高速切削,可选择BN-S200;若只能相对低速切削(Vc=72mm/min)情况下,建议选择HLCBN牌号,以获得更优的加工效果。
导轮简介及应用:
导轮是一种冶金棒线导辊,是钢铁领域轧钢厂高速线材精轧生产过程中的主要消耗备件,又称高线精轧导卫导辊,又称精轧导卫导辊、导卫辊、轧辊导卫轮、轧辊导位轮、辊轮等。
导辊(导轮)是钢铁领域棒、线材轧制设备上的主要消耗备件,在轧制过程中,***红钢顺利进入轮槽,防止绕钢和甩尾,起导向夹持作用。导辊(导轮)转速达50000转/min以上,表面温度达800-1100℃,承受一定的物理冲击和应力,要求具有很高的加速性能。由于接触工作物质,其表面易形成金属杂质粘结。
注:线材一般指直径为5-16mm的热轧圆钢或相当该断面的异形钢,因以盘卷交货,统称线材或盘条。
延伸阅读:华菱超硬优势刀具推荐
1.铸铁加工刀具:
(1)BN-K1高硬度铸铁车削、铣削刀具,优势用于HRC35-68度的高铬铸铁、镍硬铸铁、白口铸铁、(***)冷硬铸铁、高镍铬合金铸铁、高硼铸铁等高硬度铸铁的粗车、半精车、精车加工,以及粗铣、精铣加工。
(2)BN-S30灰铸铁粗车刀片,BN-S300,BN-S200,BNK30,BN-K10牌号铸铁精铣、精车、精镗CBN刀片。
2.硬钢加工刀具:BN-S20硬钢粗车刀片,BN-H05,BN-H10,BN-H21牌号硬钢精车CBN刀片,可定制小孔镗刀、切槽刀片等非标刀具。
3.其他难加工材料用刀具:
(1)高硬度材料攻丝:针对HRC35度以上的高硬度材料攻丝用丝锥,直槽丝锥,螺旋槽丝锥,螺尖丝锥。
(2)粉末冶金加工刀具:BN-K50,BNK30,BN-K10等
(3)高速钢加工刀具:BN-S10,BN-S20,BN-S300,BN-H10,BN-H21,由于其优异的耐磨性和冲击韧性,广泛应用于高速钢制品的重型切削和精密切削领域。
(4)陶瓷、硬质合金、石墨、硬铝、复合材料等难加工材料用金刚石刀具。
凡购买华菱超硬刀具产品,全程提供技术指导服务,***,欢迎新老客户致电垂询。
导轮/导辊外圆辊槽用数控车槽刀片SNMN1204【立方氮化硼高硬度耐磨材质】