| 类型:车削刀具 | 品牌:华菱品牌 | 型号:热后硬车削淬火钢的CBN刀片 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:热后硬车削淬火钢的CBN刀片 | 货号:热后硬车削淬火钢的CBN刀片 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:以车代磨淬火钢专用车刀粒 |
| 规格:以车代磨淬火钢专用车刀粒 | 是否跨境货源:否 |
热后硬车削淬火钢的CBN刀片 华菱品牌以车代磨淬火钢专用车刀粒
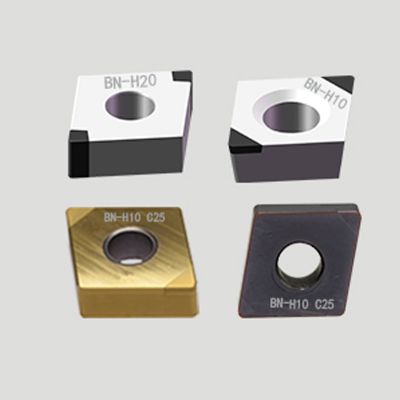
热后硬车削HRC45以上淬火钢,如硬度HRC58-62,HRC55-60,HRC65等更高硬度的,45号钢,Cr12,Cr12MoV,H13,40Cr,42mocr,20cr,20crmnti,gcr15,8620H等淬火钢件,选用华菱品CBN刀片BN-S20(粗车加工牌号)、BN-H21(重断续切削)和BN-H10(高速切削加工),分别用于粗车加工和精车加工,该3种牌号立方氮化硼车刀能大大提高加工效率,节约生产时间,减少生产成本。
该3种牌号可进行车削加工、铣削加工、镗削加工、切槽加工调质钢、氮化钢、氮化件、渗碳钢件(渗碳淬火后加工)、淬火热处理后硬度高的淬火钢、模具钢(淬火后或调制后加工)、轴承钢、齿轮钢等,精车材质可定制非标小孔镗刀、切槽成型刀具等,欢迎致电华菱超硬咨询。

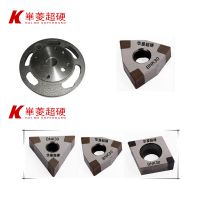
华菱超硬CBN刀片BN-H10热后硬车削20crmnti淬火钢案例:
以车代磨淬火钢的含义及工艺:所谓的以车代磨淬火钢件简单来说就是车削代替磨削作为精加工工序,完成淬火钢工件图纸要求尺寸和精度。
淬火钢刚开始主要采用磨削加工,磨削可以很好的***淬火钢的尺寸,尤其是精度要求体现的更好。就如轴类淬火钢件的加工工艺为车加工—热处理—磨削。但是随着淬火钢件的批量生产和更多的大型,复杂淬火钢的出现,对于磨削来说,效率太低。尤其是大型淬火钢件热处理后变形量大,余量大,磨削每次只能小余量磨削,而且遇到复杂的淬火钢时找不到相对应的磨床磨削。
之后通过刀具行业的不断努力研究、实践,最终研制出了可实现以车代磨的车刀刀具材料。分别是硬质合金刀具,陶瓷材质刀具,立方氮化硼刀具,现在加工轴类淬火钢件的加工工艺为粗加工—热处理—精加工。由于淬火钢件是经过热处理后的工件,故硬度高、耐磨性好。选择刀具材料的同时需考虑刀具材料的刀体硬度,耐磨性和抗冲击性。以上三种刀具按硬度来说:立方氮化硼刀片>陶瓷刀具>硬质合金刀具,从韧性上来说:立方氮化硼刀片>硬质合金刀具>陶瓷刀具。加工淬火钢选择华菱品牌立方氮化硼刀片是更适合的选择,欢迎致电华菱超硬选购淬火钢专用刀具牌号。
华菱超硬提供如下难加工材料和高效率加工方面的刀具产品及解决方案:
1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可大余量拉荒粗车有夹砂、气孔的铸件毛坯】
2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳淬火钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
3,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨,镍基、钴基合金的加工以及热喷涂喷焊件的硬面加工【可订做非标,来图来样加工】
4,普通灰口铸铁、珠光体球墨铸铁、硼合金铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】
5,有色金属及非金属材料的高效加工,如铝合金、压铸铝件、碳纤维复合材料、玻璃纤维复合材料、硬质合金、陶瓷、聚氨酯、硬塑料等。
热后硬车削淬火钢的CBN刀片 华菱品牌以车代磨淬火钢专用车刀粒