价 格
订货量
¥185.00
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
≥1
| 类型:车削刀具 | 品牌:华菱品牌 | 型号:BN-H05 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:BN-H05牌号CBN车刀片 | 货号:BN-H05牌号CBN车刀片 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:淬火后HRC45-HRC79连续加工 |
| 规格:CBN车刀片 | 是否跨境货源:否 |
20CrMnTi淬火后连续加工的CBN车刀片 华菱品牌BN-H05硬车淬火钢光洁度好
淬火钢是指经过淬火后,金相组织为马氏体,硬度大于HRC50的钢,它在难切削材料中占有相当大的比重。CBN车刀片“以车代磨”淬火钢,采用干式切削,避免了磨削工艺带来的磨泥、废水等工业废物,对改善环境也有很大的帮助。
华菱超硬CBN车刀片“以车代磨”淬火钢的优势:
(1)车床代替磨床降低投资费用;
(2)工序集中完成降低能耗;
(3)具有更高的加工效率;
(4)大大降低生产成本;
(5)干式切削,绿色环保经济,切屑更易收集。

CBN车刀片BN-H05连续切削加工20crmnti淬火钢的案例:
工件名称:齿轮 工件材质:20CrMnTi(硬度HRC58-62) 刀片型号:BN-H05 CNGA120408 切削参数:Vc=180m/min,Fr=0.1mm/r,ap=0.1mm 加工方式:干式切削 | ||
刀具材质 |
表面粗糙度 | 刀具寿命 |
华菱超硬BN-H05材质 | ≤Ra0.8 | 800件 |
某品牌CBN | Ra1.0 | 550件 |
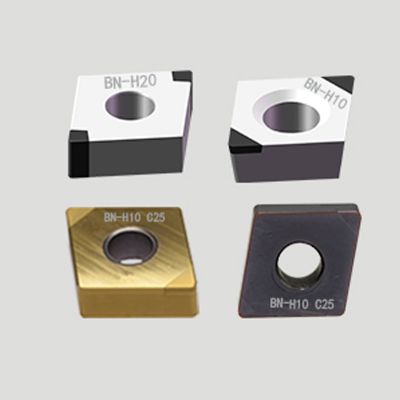
热后硬车淬火钢件外圆端面内孔用CBN车刀片常用型号:
菱形刀粒:CNGA1204(04/08/12/16);VNGA1604(02/04/08/12);
DNGA1504(04/08/12),DNGA1506(04/08/12);
CCGW0602(02/04/08),CCGW09T3(02/04/08),CCGW1204(04/08/12);
桃形大三角刀粒:WNGA0804(04/08/12)。
切削淬火钢的刀具材料发展:
随着现代技术的不断发展,越来越多的淬火钢件出现在加工现场,属于批量生产。对于批量生产淬火钢件时问题就出现了:涂层硬质合金刀具不耐磨;陶瓷刀具崩刀,刀具成本高等现象,虽然立方氮化硼刀具较抗冲击,但也只能用于精加工小吃刀深度小进给量的情况下。
小批量生产时加工效率并不影响整体的加工效率,所以并不太关注这方面的问题。对于效率低下,刀具成本增加的问题,刀具行业通过不断的努力研究,我国研制出非金属粘合剂立方氮化硼刀具。与传统的立方氮化硼刀具相比的优势在于抗冲击韧性强,不必再为批量生产和大余量高速切削淬火钢件苦恼。
我国刀具行业针对不同淬火钢件的加工性能,及硬质合金刀具和陶瓷刀具切削淬火钢件时出现的刀具问题,研制出BN-H10材质,BN-H11材质,BN-H20材质,BN-H21材质,BN-S200材质和BN-S20材质。
延伸阅读:华菱超硬品牌立方氮化硼刀片性能
具有高硬度、高耐磨性,适合加工HRC45-HRC79的高硬度淬火料,也适合高速切削普通灰口铸铁和高牌号QT700以上球墨铸铁;
适合在刚性足的机床上进行高速高效精加工,亦可用于普通机床进行低/中速状态下的粗加工和半精加工;
广泛应用于淬硬钢材料、灰铸铁、耐磨合金铸铁、夹砂白口铸铁、高硬度铸钢件、热喷涂喷焊件、激光熔覆修复件、堆焊件等难加工材料的加工。
优势粗车加工刀具牌号BN-S20和BN-K1,可承受大切深、大走刀,抗冲击性和耐磨性的平衡,能承受断续切削加工。
20CrMnTi淬火后连续加工的CBN车刀片 华菱品牌BN-H05硬车淬火钢光洁度好