价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
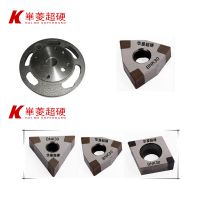
| 类型:车削刀具 | 品牌:华菱超硬 | 型号:SNMN120408 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:SNMN120408 | 货号:SNMN120408 | 结构类型:整体式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:热处理后HRC60-63导辊硬车削 |
| 规格:SNMN120408 | 是否跨境货源:否 |
热处理后HRC60-63导辊硬车削用什么刀片型号【淬火后加工专用牌号】
热处理后HRC60-63导辊硬车削用什么刀片更耐磨?随着轧制速度不断提高,导辊的工作环境越发恶劣,因此要求导辊需具备较高的硬度,耐磨性,抗疲劳和抗腐蚀性能等。故为了获得以上性能要求,常采用Cr12MoV作为主要材质,并且Cr12MoV导辊淬火后硬度在HRC63。
热处理后的导辊硬度高,余量小,属于精加工工序,采用焊接刀片均可。其焊接刀片有很多材质,如硬质合金,陶瓷,立方氮化硼等。
其中硬质合金焊接刀片主要适合硬度HRC45以下的工件,陶瓷刀片适合HRC45-55之间的工件,工件硬度太高,高速加工过程中以上刀具易出现不耐磨或崩刀现象,故不适合加工HRC63的导辊。
立方氮化硼刀片(BN-H11)属于超硬刀具之一,其硬度均高于硬质合金刀片和陶瓷刀片,并且适合高速状态下加工工件,其效***耐用度高。

热后硬车导辊(导轮)的加工刀具方案:
1.导辊精加工工序:Cr12MoV导辊淬火后精车选择焊接立方氮化硼刀片就可完成,BN-H11牌号,属于高硬度耐磨车刀,加工出工件表面光洁度Ra0.4,尺寸稳定性好,硬度高,耐磨性好,抗冲击性强,精车加工淬硬钢可实现以车带磨工艺。
2.导辊粗车工序:对于大余量切削的导轮,选择BN-S200牌号CBN刀具,相较于HLCBN牌号,在高速切削(Vc=93mm/min)情况下BN-S200优于HLCBN,如果机床刚性等条件允许能够进行高速切削,可选择BN-S200;若只能相对低速切削(Vc=72mm/min)情况下,建议选择HLCBN牌号,以获得更优的加工效果。
热后加工导辊案例(硬车削外圆辊槽)
导辊的材质及性能要求
导辊是引导传动皮带通过障碍物或转换传动皮带方向时所用的一种滑轮,在轧机上的导辊常采用Cr12MoV作为主要材质。并且由于导辊的工作环境恶劣,对导辊的产品质量和性能要求较高。
如需具备较高的硬度,耐磨性和抗冲击韧性,及抗腐蚀和抗氧化性能等,故一般在加工工艺中会看到热处理工序,通过热处理来获得工件所需要的性能。
延伸阅读:华菱超硬优势刀具推荐
1.铸铁加工刀具:
(1)BN-K1高硬度铸铁车削、铣削刀具,优势用于HRC35-68度的高铬铸铁、镍硬铸铁、白口铸铁、(***)冷硬铸铁、高镍铬合金铸铁、高硼铸铁等高硬度铸铁的粗车、半精车、精车加工,以及粗铣、精铣加工。
(2)BN-S30灰铸铁粗车刀片,BN-S300,BN-S200,BNK30,BN-K10牌号铸铁精铣、精车、精镗CBN刀片。
2.硬钢加工刀具:BN-S20硬钢粗车刀片,BN-H05,BN-H10,BN-H21牌号硬钢精车CBN刀片,可定制小孔镗刀、切槽刀片等非标刀具。
3.其他难加工材料用刀具:
(1)高硬度材料攻丝:针对HRC35度以上的高硬度材料攻丝用丝锥,直槽丝锥,螺旋槽丝锥,螺尖丝锥。
(2)粉末冶金加工刀具:BN-K50,BNK30,BN-K10等
(3)高速钢加工刀具:BN-S10,BN-S20,BN-S300,BN-H10,BN-H21,由于其优异的耐磨性和冲击韧性,广泛应用于高速钢制品的重型切削和精密切削领域。
(4)陶瓷、硬质合金、石墨、硬铝、复合材料等难加工材料用金刚石刀具。
凡购买华菱超硬刀具产品,全程提供技术指导服务,***,欢迎新老客户致电垂询。
热处理后HRC60-63导辊硬车削用什么刀片型号【淬火后加工专用牌号】