价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
| 类型:车削刀具 | 品牌:华菱超硬品牌 | 型号:轧辊PCBN刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:轧辊PCBN刀具 | 货号:轧辊PCBN刀具 | 结构类型:整体式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:HSD75以上高硬度轧辊专用 |
| 规格:轧辊PCBN刀具 | 是否跨境货源:否 |
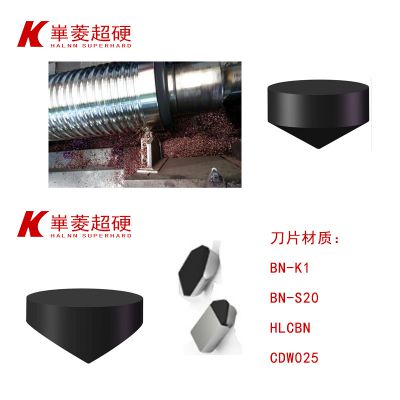
轧辊机加工专用PCBN刀具 HSD75以上高硬度轧辊专用刀具【耐磨材质】
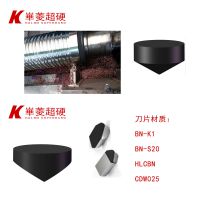
机加工轧辊用什么刀具材质更耐磨?针对不同材质轧辊车加工,如高硼钢轧辊、高速钢轧辊、***冷硬铸铁轧辊、碳化钨硬质合金轧辊、钨钢轧辊,华菱超硬推出BN-S20、BN-S10、BN-K1、HLCBN、BNK30牌号CBN刀具,以及CDW025牌号PCD刀具。

机加工轧辊过程中常遇到的加工难点:
1、部分大型轧辊单件加工时间长,刀具走不到头就已经磨损导致工件返工,影响加工效率。
2、铸造成型的轧辊,尤其是大型轧辊表面,常伴随着夹砂,气孔等铸造缺陷,致使车加工过程中刀具经常崩刀,严重则影响表面质量而成为废品。
3、轧辊铸造出来本身硬度就很高,找不到合适的刀具加工。
4、还有修复后的轧辊同样难加工,焊缝部位硬度高,刀具在车加工焊接点时损害严重。
高硬度轧辊切槽及轧辊孔型加工常用的立方氮化硼刀具刀具材质为:BN-K1,BN-S20材质,同时随着冶金钢铁行业的转型升级,越来越多的***硬度高速钢轧、碳化钨硬质合金轧辊相继出现,从而推出立方氮化硼刀具新材料BN-S10、HLCBN以及BNK30。
(1)BN-K1材质主要用于高硬度铸铁轧辊,同时表面高低不平,存在夹砂、气孔等铸造缺陷也没关系,BN-K1材质具备高硬度,强的抗冲击等性能,可高效加工高硬度铸铁轧辊。
(2)BN-S20材质则主要针对高硬度铸钢/锻钢轧辊(如高硼钢轧辊),耐磨性优异,可大余量加工轧辊,同时***长的刀具使用寿命。
(3)BN-S10材质则针对硬度动辄HRC63以上的高速钢轧辊,并代表“中国制造”远销日韩美德等发达国家。
(4)HLCBN或BNK30材质主要针对钨钢轧辊/辊环,硬度高,耐磨性好,可以车代磨切削加工碳化钨硬质合金轧辊/辊环.
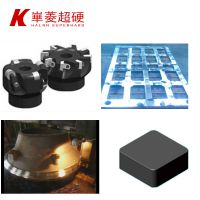
延伸阅读:华菱超硬还提供硬质合金轧辊、辊环加工刀具和磨削工具及解决方案
1.当硬质合金轧辊、辊环硬度大于HRA90时,已经超过了立方氮化硼刀具的可加工范围,一般选择CDW025牌号金刚石刀具或采用华菱超硬树脂结合剂金刚石砂轮进行磨削。
2.硬质合金轧辊、辊环加工外表面或车R3以上的槽,且余量大时,一般先用HLCBN牌号或BNK30牌号粗加工,然后再用华菱超硬砂轮磨削(树脂结合剂金刚石砂轮磨外圆或平面,轧辊孔型开槽等成型磨削一般采用电镀或金属结合剂金刚石砂轮);对于加工余量小的,要么用砂轮直接磨削,也可采用金刚石刀具进行仿形加工(如倒角工序和切槽等成型工序可选择定制金刚石刀具)。
3.切割和切槽是硬质合金磨削、切削外常用的加工方式之一,尤其对于1mm以下的切槽或切断,采用华菱超硬刚石超薄切割片(整体型金刚石切割片和基体型金刚石切割片),主要用于硬质合金棒材板材等的切割、开槽使用,加工效***使用寿命长,切口光滑无崩口。
凡购买华菱超硬产品,全程提供技术指导服务,***,欢迎新老客户致电垂询。
轧辊机加工专用PCBN刀具 HSD75以上高硬度轧辊专用刀具【耐磨材质】