| 类型:车削刀具 | 品牌:华菱超硬品牌 | 型号:立方氮化硼成型刀片 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:滚珠丝杠开槽刀具BN-H10 | 货号:立方氮化硼成型刀片 | 结构类型:焊接式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:滚珠丝杠 |
| 规格:立方氮化硼成型刀片 | 是否跨境货源:否 |
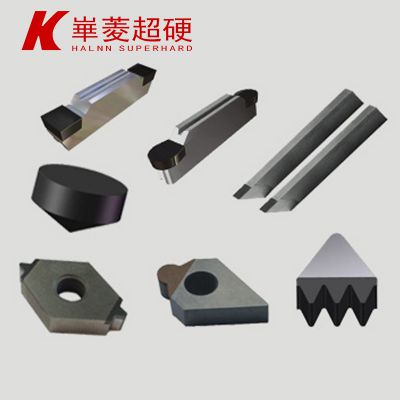
滚珠丝杠开槽刀具BN-H10 加工滚珠丝杠***光洁度的立方氮化硼成型刀片
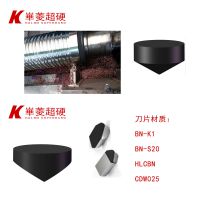
滚珠丝杠开槽用什么刀具?滚珠丝杠开槽加工一般用于硬车滚珠丝杠滚道,常用非标CBN成型刀具——BN-H10材质成型刀,可根据具体滚珠丝杠开槽加工需要定制成不同的槽型,***加工效果和表面光洁度。
滚珠丝杠作为精密零部件,对尺寸和精度的要求较严格,硬度高,淬火后硬度在HRC60-62之间,普通合金刀具、涂层合金刀片、陶瓷材质刀片很难进行高效率的加工,针对此类诸如滚珠丝杠零件淬火后开槽加工,选择华菱超硬品牌切槽加工专用的CBN成型刀具,可高速切削,表面光洁度好,工件表面粗糙度可达Ra0.4以内,而且使用寿命长,用于滚珠丝杠滚道螺纹开槽,不仅提高加工效率,而且降低生产成本。

新型改进的滚珠丝杠加工工艺(硬车、硬铣、以车代磨)的刀具方案:
1、硬车(以车代磨)加工滚珠丝杠刀具牌号:BN-S20和BN-H10。
BN-S20材质,此材质采用纯陶瓷作为结合剂的CBN烧结体,经过高温高压合成,具有更好的抗冲击性能,其次CBN采用纳米级超细晶粒,使其耐磨性更优异。并且实现大余量切除,不仅省去了退火工序和二次淬火的工序,而且解决了磨削加工的难题。
复合式PCBN刀片BN-H10材质,此材质耐高温、耐磨性好,可根据滚珠丝杠螺纹部位的要求定制成型刀片,使其效率得到大幅提升,***0.003mm以内的齿形误差,表面粗糙度可达Ra0.4以内。
2、硬铣加工滚珠丝杠刀具牌号:BN-S20和BN-H10。
BN-S20牌号可以进行大余量硬铣削加工,该牌号研发初衷是从吃刀深度下功夫来提高加工效率;BN-H10牌号硬铣削加工淬硬滚珠丝杠时,可以大幅度提高切削线速度。这两款牌号能够满足不同用户的需要,BN-H10牌号更适合高转速机床和的旋风铣刀的动平衡设计。BN-S20牌号更适合中/低速大余量硬铣削滚珠丝杠,机床的主轴转速可以稍低,但需要机床具有一定的刚性,对旋风铣刀的刀盘动平衡要求不高。
延伸阅读:淬火后高硬度钢件加工刀具推荐
(1)连续车削加工刀具:BN-H05,BN-H11牌号PCBN刀片,刀片硬度高,耐磨损性和耐崩损性兼备,优势用于齿轮,轴承,齿轮轴,模具,恒速联轴节等淬火后加工。
(2)断续车削加工刀具:BN-H10,BN-H20,BN-H21牌号立方氮化硼刀片,硬度高,耐磨性好,抗冲击性强,优势用于齿轮,轴承,齿轮轴,模具等淬火后加工。
(3)大余量粗车加工刀具:BN-S20牌号整体CBN刀具,优势用于淬火钢、高强度钢,轧制硬钢、耐热耐磨钢、镍基合金及其表面硬化材料等的粗车加工。
(4)淬火件攻丝丝锥:华菱超硬涂层丝锥采用TiN和TiCN涂层,提高丝锥的性能,丝锥强度高,耐磨性好,在加工热处理后硬度38-44HRC高硬度材料的制件中,不会出现丝锥攻不动螺纹及丝锥扭断的现象。
郑州华菱超硬材料有限公司坚持以“科技***进步,协作创造价值“为核心的科技研发战略,以"新材料,新技术,新工艺"和"产、学、研"两个三结合为主线,以厚重的超硬材料行业储备积淀和强大的科研技术团队为依托,以“不求大而全,只做高精专”的初始经营理念为指导,专注于脆硬材料和耐热耐磨材料等难切削、难磨削等加工难题进行工具研发,不断进取,做到专注,形成***。
凡购买华菱超硬刀具产品,全程提供技术指导服务,***,欢迎新老客户致电垂询。
滚珠丝杠开槽刀具BN-H10 加工滚珠丝杠***光洁度的立方氮化硼成型刀片