价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
| 类型:车削刀具 | 品牌:华菱超硬 | 型号:整体CBN刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:整体CBN刀具 | 货号:整体CBN刀具 | 结构类型:整体式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:轧辊 |
| 规格:整体CBN刀具 | 是否跨境货源:否 |
粗加工轧辊的立方氮化硼刀具 粗车轧辊耐磨抗冲击的整体CBN刀具
粗加工轧辊用什么刀具材质更耐磨?针对不同材质轧辊车加工,如高硼钢轧辊、高速钢轧辊、***冷硬铸铁轧辊、碳化钨硬质合金轧辊、钨钢轧辊,华菱超硬推出BN-S20、BN-S10、BN-K1、HLCBN、BNK30牌号CBN刀具,以及CDW025牌号PCD刀具。

加工轧辊过程中常遇到的加工难点:
1、部分大型轧辊单件加工时间长,刀具走不到头就已经磨损导致工件返工,影响加工效率。
2、铸造成型的轧辊,尤其是大型轧辊表面,常伴随着夹砂,气孔等铸造缺陷,致使车加工过程中刀具经常崩刀,严重则影响表面质量而成为废品。
3、轧辊铸造出来本身硬度就很高,找不到合适的刀具加工。
4、还有修复后的轧辊同样难加工,焊缝部位硬度高,刀具在车加工焊接点时损害严重。
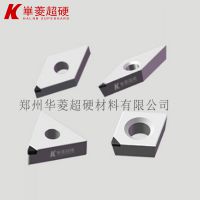
轧辊加工时常用的刀片型号及车刀杆:
刀片型号方面:一般使用刀片型号RNMN200800,RNUN200800,RNMN150700,RNUN160800,RNUN150716,RNMN150716,RNMN200800,RNMN120700,SNMN120712,RCMX120700,RCMX120400等。
车刀杆方面:大型轧辊常采用重型轧辊车床加工,重型轧辊常用机夹刀柄40*40刀方;常用刀杆角度为45度机夹车刀和圆弧车刀。部分小型轧辊亦采用25*25机夹刀柄和32*32机夹刀柄。机夹刀柄的主偏角根据轧辊“长径比”选择,细长轧辊常用90度或75度机夹车刀,“粗壮”轧辊常用45度或圆弧车刀加工。
如何选择车加工高硬度轧辊的刀具材质?
随着刀具行业的不断研究,先后推出了硬质合金刀具,陶瓷刀具和立方氮化硼刀具(CBN刀具),以及金刚石刀具,用于车加工轧辊。
(1)硬质合金刀具,由于轧辊辊身硬度一般在HRC45以上,尤其是部分合金铸铁/铸钢,硬度可达HSD90以上,硬质合金根本就加工不动。
(2)陶瓷刀具,陶瓷刀具各方面的加工性能都高于硬质合金刀具,但缺点是脆性大,并且部分大型轧辊是铸造件,难免会出现铸造缺陷(如硬质点,夹砂,气孔等),遇到以上问题易崩刀,加工效果不好。
(3)立方氮化硼刀具,硬度高于硬质合金刀具和陶瓷刀具,虽然脆性大,但相比于陶瓷刀具是较抗冲击的。之后我国研制出车加工轧辊专用刀具-非金属粘合剂立方氮化硼刀具(BN-K1,BN-S20,BNK30等),与传统的CBN刀具相比增加了韧性,使加工高硬度轧辊的效率得到提高。
(4)金刚石刀具(CDW025),目前主要用于硬度高于HRA90的硬质合金轧辊。
延伸阅读:轧辊行业解决方案
在加工轧辊尤其是大型轧辊的过程中,常遇到表面不规整,或有夹砂,气孔等问题,刀具不耐磨或直接崩刀,针对以上问题,华菱超硬推出五款整体聚晶CBN刀具:BN-K1,BN-S20,BN-S10,HLCBN,BNK30,以及金刚石PCD刀具CDW025,优势应用于高镍铬合金铸铁轧辊、***冷硬铸铁轧辊、高速钢轧辊、锻钢冷轧辊、螺纹轧辊修复、硬质合金轧辊、轧辊辊槽雕刻和刻肋等,可有效解决轧辊加工过程中的难加工问题。
1.BN-K1整体聚晶CBN刀片,加工高镍铬合金铸铁轧辊、***冷硬铸铁轧辊等,可设定大吃刀量(1-10mm可一刀过),提高加工效率,高耐磨抗冲击,性能稳定寿命长。
2.BN-S20整体聚晶CBN刀片,加工高速钢轧辊、锻钢冷轧辊以及螺纹轧辊修复时,加工效率成倍提高,BN-S10牌号是专门针对高速钢轧辊所研发的新型刀具。
3.HLCBN/BNK30整体聚晶CBN刀片,加工硬质合金轧辊、辊环,可以车代磨,成倍提高加工效率,针对HRA90度以下的硬度合金轧辊,加工效果对比进口CBN刀片毫不逊色,刀具寿命提高5倍以上。
4.CDW025聚晶PCD刀片,专用于加工HRA90度以上的硬质合金轧辊,而且针对轧辊月牙槽刻肋加工,提供CDW025金刚石雕铣刀(又称为飞刀,旋铣刀)。
凡购买华菱超硬刀具产品,***,全程提供技术指导服务,一年可调可退,售后无忧,欢迎致电华菱超硬咨询。
粗加工轧辊的立方氮化硼刀具 粗车轧辊耐磨抗冲击的整体CBN刀具