价 格
订货量
¥180.00
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
≥1
| 品牌:华菱超硬 | 型号:H13淬火后精镗专用镗孔刀片 | 镗刀类型:H13淬火后精镗专用镗孔刀片 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:H13淬火后精镗专用镗孔刀片 | 货号:H13淬火后精镗专用镗孔刀片 | 有效加工深度:1mm |
| 镗孔范围:H13淬火后精镗专用镗孔刀片 | 标准编号:H13淬火后精镗专用镗孔刀片 | 是否标准件:标准件 |
| 是否涂层:非涂层 | 适用机床:镗床 | 样品或现货:现货 |
| 加工范围:H13淬火后精镗专用镗孔刀片 | 是否库存:非库存 | 是否批发:批发 |
| 是否跨境货源:否 |
淬火模具钢热后加工用pcbn刀具【H13淬火后精镗专用镗孔刀片】
H13是常见的模具钢材质,其加工过程中精度要求一般在Ra0.8以上,并且经过热处理后的H13模具硬度在HRC45以上,硬质合金刀具一般加工不了此类硬度的工件,加工H13模具钢选择立方氮化硼刀片较适合。
H13模具的半精加工余量1mm左右,选择华菱超硬BN-S200牌号,常用型号:BN-S200 RNGN090300;精度可达到Ra0.8以上,刀具寿命高于国外PCBN刀具,而且刀具的单件费用只有国外PCBN刀具的3/5。
淬硬模具加工材料高速切削刀具材质:
高硬度淬火模具钢(HRC40~70)的高速切削刀具可用金属陶瓷、陶瓷、TiC涂层硬质合金、PCBN等。金属陶瓷可用基本成分为TiC添加TiN的金属陶瓷,其硬度和断裂韧性与硬质合金大致相当,而导热系数不到硬质合金的1/10,并具有优异的耐氧化性、抗粘结性和耐磨性。另外其高温下机械性能好,与钢的亲和力小,适合于中高速(在200m/min左右)的淬火模具钢SKD加工。
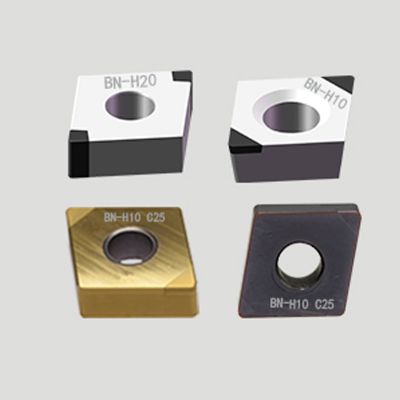
当切削速度高于1000m/min时,PCBN是非常佳的刀具材料,CBN含量大于90%的PCBN刀具适合加工淬硬工具钢(如55HRC以上的H13工具钢淬火料)。华菱超硬研发的立方氮化硼材质BN-H10尤其适合于切槽加工,采用华菱超硬PCBN刀具BN-H10可切削硬度达63HRC的工件材料,如进行工件淬火后再切削,实现“以切代磨”。切削淬火硬度达48~58HRC的45号钢时,采用CBN材质BN-S20切削速度可取150~180m/min,进给量在O.3~0.4min/r,切深可取2~4mm。

华菱超硬立方氮化硼刀具铣削淬火模具钢的应用:
(1)粗铣工序:粗加工余量大选择华菱超硬立方氮化硼刀片BN-S20牌号。此牌号属于非金属粘合剂整体式立方氮化硼刀片,不仅硬度高,耐磨性差,而且看冲击韧性强。可大余量加工H13模具,而且可断续切削H13模具钢。
(2)精铣工序:精铣模具钢的余量小于0.5mm,选择华菱超硬立方氮化硼刀片BN-H11牌号,常用型号:BN-H11 WNGA080408;可加工H13,D2,T10,T8等热处理后的模具。切削速度一般为80-120m/min,精车的切深在0.1-0.3mm,进给量在0.05-0.025mm/r,精车后的工件表面粗糙度为Ra0.3-0.6μm。
H13模具钢热后硬车时有以下特点:
(1)硬度高、强度高,几乎没有塑性:这是H13模具钢热后硬车的主要加工削特点。当H13模具钢热后硬车的硬度达到HRC50~60时,属高硬度超难加工的材料。
(2)切削力大、切削温度高:为了改善切削条件,增大散热面积,刀片选择较小的主偏角和副偏角。这时会引起振动,要求要有较好的工艺系统刚性。
(3)不易产生积屑瘤:H13模具钢热后硬车的硬度高、脆性大,切削加工时不易产生积屑瘤,被加工表面可以获得较低的表面粗糙度。
(4)刀刃易崩碎、磨损:由于H13模具钢热后硬车的脆性大,加工加工屑与刀刃接触短,切削力和切削热集中在刀片刃口附近,易使刀刃崩碎和磨损。
(5)导热系数低:一般H13模具钢热后硬车的导热系数为7.12 W/(m?K),约为H13模具钢热后硬车的1/7。由于H13模具钢热后硬车的导热系数低,切削热很难通过切屑带走,加快了刀片磨损。
华菱超硬立方氮化硼刀具厂家直销,***,购买时请认准热后硬车H13模具钢专用刀片BN-S20牌号和BN-H21牌号PCBN刀片,全程提供技术跟踪服务,华菱超硬CBN刀片与其他材质刀片和同类产品相比有吃刀量大、抗冲击性能好,高耐磨性,寿命长等优点,欢迎致电华菱超硬垂询。
前期沟通是选择合适刀片的重要步骤,新型超硬CBN刀具在选用之前,配刀非常重要,想要更好的提高加工效率,降低加工成本,在购买刀具之前,做好前期沟通是非常必要的。华菱超硬可为公司量身订做非标成型刀具从而达到公司工件的加工要求。欢迎您的垂询!
淬火模具钢热后加工用pcbn刀具【H13淬火后精镗专用镗孔刀片】