价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
| 品牌:华菱超硬 | 型号:齿轮硬车刀片 | 齿轮刀具类型:其他齿轮刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:齿轮硬车刀片 | 加工定制:是 | 货号:齿轮硬车刀片 |
| 样品或现货:现货 | 是否标准件:标准件 | 适用机床:车床 |
| 是否涂层:非涂层 | 规格:齿轮硬车刀片 | 加工范围:齿轮硬车刀片 |
| 是否库存:非库存 | 是否批发:批发 | 是否跨境货源:否 |
【齿轮硬车刀片】20CrNiMoH与8620H材料淬火热处理后强断续加工刀片
8620H渗碳淬火后洛氏硬度可达HRC57-62,是一种美国SAE标准牌号,相当于国内的20CrNiMoH,因其硬度高难加工,对刀具的硬度、耐磨性、抗冲击性、韧性等性能要求极高。华菱超硬供应齿轮硬车专用刀片,欢迎致电华菱超硬择优选择刀具方案和参数指导!
8620H齿轮渗碳淬火后车削加工外圆,内孔,端面用什么刀具?
对于渗碳淬火齿圈齿轮的外圆和内孔变形量的修正,车削是更为简单高效的办法,以前任何刀具包括国外CBN刀具都不能很好的解决强断续切削8620H淬火后齿轮,华菱超硬受邀对此进行刀具研发,“间断切削加工8620H淬硬齿轮一直是个难题,何况是动辄HRC60左右的淬硬钢,而且齿轮渗碳淬火后存在变形量,在高速车削淬硬钢时,如果工件有间断切削,刀具在间断切削淬硬钢时会以每分钟100次以上的冲击来完成加工,对刀具的抗冲击性能是个很大的挑战。

华菱超硬齿轮硬车刀片强断续加工淬火齿轮案例:
加工部位:齿轮内孔及端面
齿圈尺寸:Φ100*30
齿圈材料:20CrNiMo,
齿圈硬度:HRC58-62
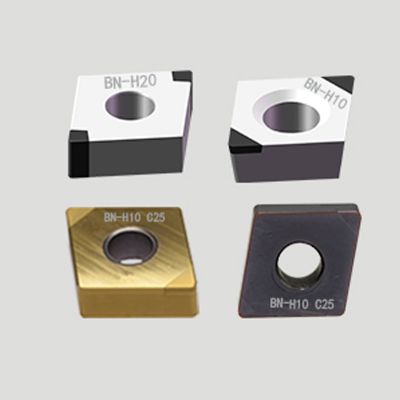
选用刀片:BN-H20 C75 CNGA160408
切削参数:恒转速S=300, Fr=0.1mm/r ,ap=0.1-0.2mm
加工方式:干式切削
加工效果:BN-H20 C75 CBN涂层刀片完全可以胜任,并且齿圈的表面粗糙度达到Ra0.8以内。
变速箱齿轮位于汽车传动部分,用于传递扭矩与动力、调整速度。由于传递扭矩,齿根要承受较大的弯曲应力和交变应力:由于变速箱齿轮转速变化范围广,齿轮表面承受较大的接触应力,并在高速下承受强烈的摩擦力;由于工作时不断换挡,轮齿之间经常要承受换挡造成的冲击与碰撞。就要求齿轮表面有高硬度和高耐磨性;齿面有高额接触疲劳强度心部有较高额强度和高韧性。
作为全球超硬材料行业里***影响力的企业之一,华菱超硬材料CBN超硬刀具更是享誉轧辊、水泵、风电、压缩机、轴承、齿轮、汽车变速系统、发动机系统、刹车盘等机械加工领域。
华菱超硬整体聚晶立方氮化硼刀片产品特点:适合于灰铁、球铁、高硬度的合金铸铁等材料的粗加工和半精加工;适合于硬度大于HRC45合金钢、淬火钢等粗加工和半精加工;适合于高速连续切削和中、低速断续切削。
华菱超硬材料焊接复合式PCBN刀片产品特点:高耐磨性和高耐冲击性兼具;既能加工铸铁,又能加工淬火钢;既能干式切削又能湿式切削;能够进行连续、断续的车削、铣削。
华菱超硬材料金刚石刀具产品特点:耐磨性和抗冲击韧性优异,既能干切也能湿切,适用于有色金属及其合金、非金属材料的高效率、高精度、高光洁度加工,如铝合金、石墨、碳纤维复合材料、聚氨酯、硬塑料、铸铝件等难加工材料的车削、铣削、钻削、镗削等。
【齿轮硬车刀片】20CrNiMoH与8620H材料淬火热处理后强断续加工刀片