| 类型:车削刀具 | 品牌:华菱超硬品牌 | 型号:淬火后精车PCBN刀片 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:淬火后精车PCBN刀片 | 货号:淬火后精车PCBN刀片 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:淬火后精车PCBN刀片 |
| 规格:淬火后精车PCBN刀片 | 是否跨境货源:否 |
齿轮热后加工刀具 齿轮轴淬火后精车PCBN刀片【华菱超硬品牌】
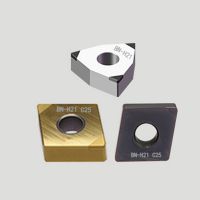
热处理(淬火)后的齿轮硬度一般在HRC58-62度,用什么刀片加工效***、精度高、效果更好呢?推荐齿轮硬车专用PCBN刀具BN-H05,BN-H10,BN-H21等。
齿轮常用材料及类别:
(1)45号钢(碳素结构钢):45号钢是中碳钢的代表,含碳量为0.45%,齿轮行业中因为进货比较容易,也比较常见,正齿轮、斜齿齿轮、齿条、齿锥齿轮、蜗杆等各种齿轮多使用该材料。
(2)42CrMo(铬钼合金钢):含碳量0.4%,成分中含有铬、钼等微量金属元素的中碳合金钢。比45钢的强度高,通过调制或高频淬火处理可提高硬度。用来制造不同齿轮。如机车牵引用的大齿轮、增压器传动齿轮、压力容器齿轮、后轴、受载荷***的连杆及弹簧夹,也可用于 2000m以下石油深井钻杆接头与打捞工具,并且可以用于折弯机的模具等。
(3)20CrMnTi(铬钼合金钢):低碳合金钢代表材料,一般经过渗碳淬火处理后使用。材料热处理后的强度高于45钢及42CrMo。热处理后表面硬度在HRC55-62度左右,常在汽车齿轮中使用。
华菱超硬刀具PCBN刀片在齿轮齿套行业的应用:
针对渗碳钢断续切削加工的难题及立方氮化硼刀具行业亟待决绝问题,华菱超硬研发的BN-H21,BN-S20牌号立方氮化硼刀具断续车削渗碳钢是刀具行业的一大进步。
BN-S20牌号整理CBN刀具对于渗碳钢的强断续切削加工:大型齿轮(齿圈)渗碳淬火后变形严重,齿轮齿圈外圆变形量高达2mm,淬火后的硬度为HRC60-65。BN-S20牌号立方氮化硼刀具比原来用的进口刀具抗冲击,在吃刀深度增大三倍的情况下寿命是原用刀具的6倍,切削效率整整提高3倍(原来是三次走刀,现在是一次走到完成)。工件表面粗糙度也达到用户要求。
用BN-H21牌号PCBN刀具加工汽车齿轮端面内孔,端面内孔加工为有连续切削面,内孔有油孔为轻微断续面,端面有键槽为强断续切削,使用的华菱BN-H21立方氮化硼刀具精车加工渗碳钢,可承受重断续加工工况不崩刀。

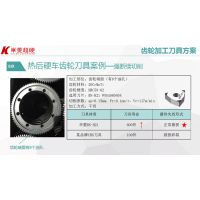
齿轮热后加工用PCBN刀片案例参数:
延伸阅读:华菱超硬在硬车刀具领域的创新
1.断屑槽刀片:优异的断屑性能,避免切屑缠绕工件或刀具,***良好的工件表面质量和刀具使用寿命。
2.修光刃刀片:
(1)同等进给量,获得更高的表面质量;
(2)同等表面粗糙度,可采用大的进给量,降低单件加工时间,提高加工效率;
3.涂层刀片:平滑涂层与CBN母材***结合,可获得更优异的切削性能,提高加工精度和寿命。
4.铣削/切槽类非标刀具定制,可快速交货(5-7天)。
凡购买华菱超硬刀具产品,全程提供技术咨询指导服务,***,欢迎致电华菱超硬咨询。
齿轮热后加工刀具 齿轮轴淬火后精车PCBN刀片【华菱超硬品牌】