价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
| 类型:车削刀具 | 品牌:华菱品牌 | 型号:20Cr、40Cr渗碳淬火后切削刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:20Cr、40Cr渗碳淬火后切削刀具 | 货号:20Cr、40Cr渗碳淬火后切削刀具 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:20Cr、40Cr渗碳淬火后切削刀具 |
| 规格:20Cr、40Cr渗碳淬火后切削刀具 | 是否跨境货源:否 |
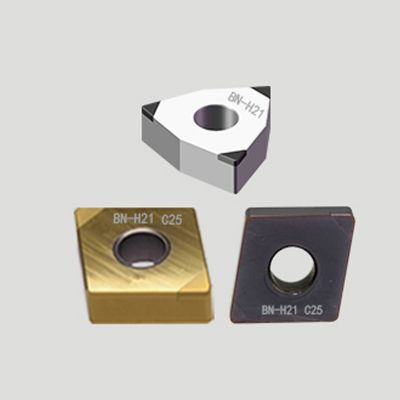
20Cr、40Cr渗碳淬火后切削刀具 华菱品牌加工60度淬火钢件专用刀粒
20CrMnTi渗碳淬火后洛氏硬度可达HRC58-62,热后硬车加工20CrMnTi、20Cr、40Cr对刀具的硬度、耐磨性、抗冲击性、韧性等性能要求极高,华菱超硬立方氮化硼刀具BN-H10和BN-H21可满足20CrMnTi渗碳淬火后的切削加工需求。
此外,在车削、铣削、镗削、切槽加工淬火后HRC45-HRC68之间高硬度淬火件,如9SiCr、T8、T10、H13工具钢淬火件,硬车削渗碳淬火后硬度HRC60左右的20CrMnTi、20Cr、40Cr,铸钢浇钢件的冒口车削加工,高速钢、高锰钢、高铬钢、高铬高镍合金的粗车和高速精车,淬火模具钢等,留磨量大采用“以车代磨或以车代粗磨”可大大提高加工效率。

渗碳淬火后硬车削的刀具选择:
正确选择刀具材料是***淬火后高效加工的主要因素,根据淬火钢的切削特点,硬车削刀具应具备足够的强度、韧性、高硬度和高耐磨性等优势,经过论证,PCBN刀具是目前硬车削淬火钢的理想刀具,尤其断屑槽、修光刃、涂层等特色的PCBN刀具设计让硬车削工艺应用更加广泛。目前华菱超硬在淬火钢领域已经形成了从连续到断续,从粗加工到超精加工一整套的硬车削加工刀具方案。
淬火后连续加工刀具:推荐使用华菱BN-H10牌号PCBN刀片,表面粗糙度可达到Ra0.4,同时华菱还提供涂层PCBN刀具BN-H10 C25,使淬硬钢表面粗糙度变差的时间延长一倍。
淬火后断续加工刀具:由于被加工工件与刀具不断受冲击,必须选择抗冲击韧性强的PCBN刀具,推荐华菱BN-H21牌号,不仅可承受断续切削的冲击,而且刀具寿命较长,若采用修光刃,粗糙度变差的时间可以进一步延长。
淬火后粗车加工刀具:由于切削余量大,振动大,必须选择具有较高强度和耐冲击的PCBN刀具,其中广为人们熟知的则是华菱超硬BN-S20牌号,此牌号可用7mm切深对HRC65的淬硬钢进行大余量粗加工,超越任何***。
华菱品牌加工60度淬火钢件案例:
华菱超硬提供如下难加工材料和高效率加工方面的刀具产品及解决方案:
1,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
2,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】
3,普通灰口铸铁、高牌号球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】
4,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨硬质合金,热喷涂喷焊件的硬面加工,复合材料、石墨等非金属材料,以及铝合金高光刀具【可订做非标,来图来样加工】
20Cr、40Cr渗碳淬火后切削刀具 华菱品牌加工60度淬火钢件专用刀粒