| 类型:车削刀具 | 品牌:华菱超硬 | 型号:轮毂轴承单元刀片 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:BN-H10 C25涂层PCBN刀具 | 货号:BN-H10 C25涂层PCBN刀具 | 结构类型:复合式 |
| 是否涂层:涂层 | 适用机床:车床 | 加工范围:加工轮毂轴承单元专用 |
| 规格:华菱品牌 | 是否跨境货源:否 |
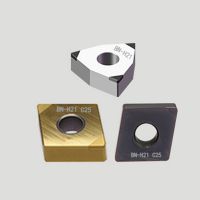
华菱品牌BN-H10 C25涂层PCBN刀具 加工轮毂轴承单元专用立方氮化硼刀片
BN-H10 C25涂层PCBN刀具是精车加工轮毂轴承单元的高效刀具,可有效提高轮毂轴承单元的加工效率,降低加工成本,同时提高加工品质。
汽车产业是我国的支柱产业,在我国的国民经济中有着举足轻重的地位。在国家的大力支持下,我国的汽车产业取得了长足的进步与发展。因此,随着汽车行业的发展,前轮驱动汽车的广泛普及,轮毂轴承和其它零部件的一体化技术也得到了飞速发展。
轮毂轴承作为汽车非常重要的组成部分,对汽车的安全起着至关重要的作用。如何提高轮毂轴承的使用寿命,是摆在每一位汽车人面前的难题,更是每一个汽车人孜孜以求的目标与动力。
华菱超硬,作为专业硬材料加工刀具的***者,一直致力于硬材料和难加工材料的加工刀具研发,针对硬车加工轮毂轴承单元的难题,华菱超硬推荐BN-H10材质立方氮化硼刀片,不仅可实现更稳定的切削加工,***较高的表面光洁度和精度,同时降低总生产成本。
对于精度要求更高的情况,华菱超硬还可提供涂层PCBN刀片BN-H10 C25材质,其平滑涂层与PCBN母材***结合,可获得更优异的切削性能,进一步提高轮毂轴承单元的加工精度和刀具使用寿命,表面粗糙度可达Ra0.6以下。

轮毂轴承单元的加工特点:
(1)硬度高,热处理后一般在HRC60度左右,普通刀具很难加工,容易出现崩刃和碎裂;
(2)普通刀具磨损快,而且无法进行高速加工,加工效率低。
华菱超硬针对汽车轮毂轴承单元的加工特点,经过研发创新,成功推出了BN-H10 C25涂层CBN刀片,***解决了轮毂轴承单元难加工问题,已成功应用于多家汽车零部件企业机加工生产线中。该刀片不仅提高了轮毂轴承单元的加工效率,降低了生产成本,同时产品品质得到了明显的提升。
BN-H10 C25涂层CBN刀片加工轮毂轴承单元的优势:
(1)耐磨性优异,在高速加工情况下刃口能够始终保持正常切削;
(2)韧性好,在加工高硬度的轮毂轴承单元(硬度HRC62左右)时,不会出现崩刃和碎裂;
(3)使用寿命长:BN-H10 C25属于涂层PCBN刀具,比同类产品加工时间***,性价比更高,产品尺寸的一致性好。
华菱超硬精车加工轮毂轴承单元刀具切削参数推荐:
在加工过程中热后硬车,将华菱BN-H10 C25涂层复合PCBN刀片车去工件余量的过程中,应调整好加工设备的切削参数。通过实验表明:在加工的过程中,加工的参数对加工质量,产品的表面光洁度和使用寿命,有着至关重要的作用。下面就是在实际生产过程中总结出来的加工参数。
刀片材质:BN-H10或BN-H10 C25
加工硬度:常见范围如HRC58-62度
加工方式:干式切削
切削速度:VC=180m/min
进给量:Fr=0.1mm/r
吃刀深度:ap=0.15mm
表面粗糙度Ra≤0.6
延伸阅读:华菱超硬淬火后加工优势刀具推荐
郑州华菱超硬材料有限公司是专业生产超硬工磨具的高新技术企业,我国专业硬材料加工工具的***者,河南省新材料工业示范企业。针对硬钢加工领域,尤其是淬火后硬度HRC45-69范围内的高硬度钢件,华菱超硬研发有优势刀具材质,已广泛应用于淬火钢件领域,如BN-S20,BN-S200,BN-H05,BN-H10,BN-H21。
如BN-H05 CNGA120408连续加工齿轮内孔(20CrMnTi渗碳淬火后硬度HRC58-62)表面粗糙度可达Ra0.8以内。
BN-H10 RNGN090300断续加工风电轴承(42CrMo4淬火后硬度HRC58-62)对比某品牌CBN刀片效率和寿命均提高20%以上。
BN-H21 CNGA120408强断续加工粉末高速钢(热处理后HRC65)对比某日系品牌进口CBN刀片寿命提高近5倍。
还有众多重载切削、铣削加工、仿形加工、切槽加工淬火后的高硬度钢件成熟应用方案及案例,欢迎致电华菱超硬咨询。
华菱品牌BN-H10 C25涂层PCBN刀具 加工轮毂轴承单元专用立方氮化硼刀片