价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
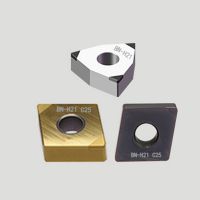
| 品牌:华菱超硬 | 系列:立方氮化硼刀片 | 型号:BN-S20 |
| 刀片形状:方形/菱形/圆形/三角形 | 刀柄主偏角:45/75/83/90 | 刀柄类型:超硬车刀杆 |
| 最大切深:1-10mm | 刀柄尺寸:20/25/30/32/40 | 刀片尺寸:多种规格型号 |
| 订货号:BN-S20 | 主偏角:45/75/83/90 | 货号:BN-S20 |
硬车淬硬钢的立方氮化硼刀片BN-S20 能断续加工淬火料专用牌号【耐磨抗冲击】
由于淬硬钢的硬度高、脆性大、强度高、导热系数低,造成在切削时的切削阻力大、切削温度高、刀具易磨损并出现打刀的情况。所以,它是常见的一种较为难切削的材料,选择硬度高、抗弯强度也高、耐热性好的刀具材料,是切削淬硬钢的重要条件。
硬车加工淬硬钢的刀片材质牌号:
1、涂层硬质合金刀具:适合硬度HRC45以下淬火钢的加工,相对来讲需低速车削,如果效率低或者容易“烧刀”时可选择陶瓷刀具和PCBN刀具。
2、陶瓷材质刀具:适合硬度在HRC40-55度淬火钢的加工,一般作为精加工光刀使用,且尽量避免断续切削。如果陶瓷材质刀片表现寿命不佳或者使用时有崩刀现象时可选用立方氮化硼刀片。
3、立方氮化硼刀片:对淬火后硬度在HRC45硬度以上的淬硬钢加工,且加工效率和耐用度相对陶瓷材质刀片更能提高几个数量级,而且部分牌号能够胜任强断续切削(BN-H21牌号)和大余量粗车(BN-S20牌号)。华菱超硬可根据具体应用需求,提供非标定制车削、铣削、镗削以及切槽刀具。

立方氮化硼刀片BN-S20硬车淬硬钢的切削参数推荐:
加工材质:淬火硬钢(硬度≥HRC45)
推荐切削参数:切削速度Vc=50-150m/min(粗加工),吃刀深度ap=1-10mm,进给量Fr=0.1-0.5mm/r,推荐CBN刀具牌号:BN-S20。
BN-S20断续加工淬火材料应用案例:
| 工件硬度:HRC60 | ||
刀具材质 | 切削速度 | 刀具寿命 | 最终失效形式 |
华菱超硬BN-S20材质 | 90m/min | 0.5件/刃 | 正常磨损 |
某品牌陶瓷刀片 | 45m/min | 0.3件/刃 | 破损碎裂 |
延伸阅读:华菱超硬特色的CBN刀具设计助力硬车工艺
(1)断屑槽刀片:优异的断屑性能,避免切屑缠绕工件或刀具,***良好的工件表面质量和刀具使用寿命。
(2)修光刃刀片:
同等进给量,获得更高的表面质量;
同等表面粗糙度,可采用大的进给量,降低单件加工时间,提高加工效率;
注:仿形加工中不宜选用;适于高刚性的机床和加工件。
(3)涂层刀片:华菱目前具备两种涂层工艺,平滑涂层与CBN母材***结合,可获得更优异的切削性能,提高加工精度和寿命。
凡购买华菱超硬刀具产品,***,全程提供技术指导,如遇到高硬度材料难加工问题可致电华菱超硬咨询。
硬车淬硬钢的立方氮化硼刀片BN-S20 能断续加工淬火料专用牌号【耐磨抗冲击】