| 类型:车削刀具 | 品牌:华菱超硬品牌 | 型号:轴承 立方氮化硼刀粒 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:轴承 立方氮化硼刀粒 | 货号:轴承 立方氮化硼刀粒 | 结构类型:整体式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:断续连续加工风电轴承 |
| 规格:断续连续加工风电轴承 | 是否跨境货源:否 |
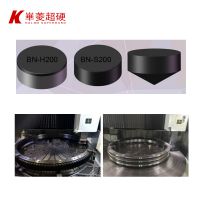
断续连续加工风电轴承的立方氮化硼刀粒【华菱超硬品牌耐磨耐撞刀头】
如遇到热后硬车轴承出现刀具加工不动,不耐磨,崩损等问题,可及时联系华菱超硬,为您提供合理的切削刀具及完善的解决方案,解决热后硬车轴承难题。
如BN-S200牌号热后硬车削风电轴承回转支承的立方氮化硼刀粒及刀杆配套方案:
加工风电轴承表面选择CGDNN中置尖刀,配用BN-S200牌号方形刀片SNMN150716或SNGN120712;
加工轴承表面台肩部位选择CCLNR/L的90°车刀,配用BN-S200牌号菱形刀片CNGN120412或CNGN120408;
加工风电回转支承轴承沟道部位选择CRDNN中置圆弧车刀,配用BN-S200牌号圆形刀片RNGN120400或RNGN090300等;
加工回转支承轴承沟道部位也可选择CRDCN的中置孔型圆弧车刀,配BN-S200牌号的带圆锥底的圆刀片RCGX120700或RCGX090700。

轴承加工用立方氮化硼刀粒方案(以风电轴承回转支承硬车为例)
(1)风电轴承回转支承加工工序?
风电轴承主要加工部位为内环挡边,滚道和外环挡边、滚道,具体加工工序如下图。
(2)风电轴承转盘加工工况?
内环加工为热处理后直接加工,热后加工余量0.6-0.7mm,加工内环外挡边以及滚道,工况稳定。没有复杂工况。主要加工难点在于滚道弧度于滚道内粗糙度为Ra0.4。
外环加工过程中,月形槽内均匀分布若干个油孔,为强断续切削。另月形槽滚道衔接处加工余量大,刀片承受切削力大。从外环整体来看上下挡边均有阶梯孔,工件相比内环加工余量更大,加工周长***,刀片承受的切削力也相对增大。
(3)风电回转支承轴承加工用刀片的选择规律?
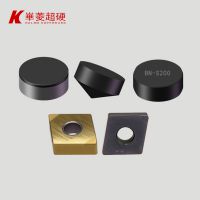
针对风电轴承的性能要求,常用整体聚晶CBN刀片BN-S200材质或整贴面PCBN刀片BN-H200材质,常用刀片型号为RNMN系列和RCMX系列。
以立方氮化硼刀粒BN-S200牌号硬车风电轴承为例:
加工工件:风电轴承;
加工部位:滚道、端面;
工件材质:42CrMo;
轴承硬度:HRC47-55;
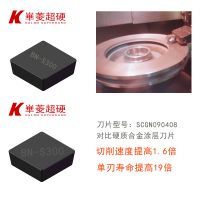
刀片型号;BN-S200 RCMX090700;
切削参数:Vc=110m/min,Fr=0.45mm/r,ap=0.5mm,加工方式:干式切削
和陶瓷刀具相比较的效果如下:在切削速度高于陶瓷刀具12%的基础上,刀具寿命是陶瓷刀具的8倍,而且表面光洁度达到Ra0.8。
延伸阅读:轴承加工刀具方案
1、风电轴承加工刀具方案:风电轴承内、外环挡边和外环滚道的粗、精加工用刀具牌号BN-H200,圆形PCBN复合刀片,经济型刀片方案,表面光洁度可达Ra0.4。
2、冶金轴承加工刀具方案:精车加工冶金轴承外圆、内孔用刀具牌号BN-H11,镶嵌式立方氮化硼刀片,性价比高,切削性能稳定,表面光洁度达到Ra0.8,同等切削速度下,相比欧系某品牌CBN刀片刀具寿命提高20%。
3、轮毂轴承单元加工刀具方案:热后硬车轮毂轴承单元用刀具牌号BN-H10 C25,复合式立方氮化硼刀片,且加有CBN涂层,平滑涂层与CBN母材***结合,可获得更优异的切削性能,提高加工精度和寿命,相较于传统刀具生产效率成倍提高,并获得较高表面光洁度。
4、复合材料轴承/轴套加工刀具方案:批量生产复合材料轴承时采用金刚石刀具CDW010/CDW025/CDW302,相较于传统刀具生产效率和刀具寿命成倍提高,且大大提高加工精度和表面质量。
断续连续加工风电轴承的立方氮化硼刀粒【华菱超硬品牌耐磨耐撞刀头】