| 类型:车削刀具 | 品牌:华菱超硬品牌 | 型号:风电轴承 PCBN刀粒 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:风电轴承 PCBN刀粒 | 货号:风电轴承 PCBN刀粒 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:热后加工风电轴承 |
| 规格:风电轴承 PCBN刀粒 | 是否跨境货源:否 |
华菱超硬品牌热后加工风电轴承的PCBN刀粒【高精度,超耐磨车刀】
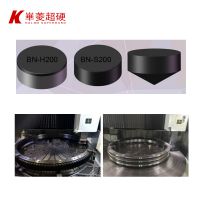
风电轴承在粗加工后会进行热处理,热后硬度高难加工(一般硬度高达HRC58-63度),常采用磨削来作为后期加工工序,但随着现代刀具行业的不断发展,研制出了可以车代磨的刀具材料—立方氮化硼BN-H200。加工风电轴承加工后期工序则以BN-H200来代替磨削加工,不仅提高了加工效率,而且降低了加工成本。
在加工风电轴承外环时由于外环滚道月型槽部位有油孔形成断续切削,而且在月型槽处的加工余量要比滚道和内孔挡边的加工余量都要高,故更加考验刀具的耐磨性和韧性。
风电回转支承轴承对精度和表面粗糙度要求较高,如风电轴承的滚道弧度精度公差要求为0.08,滚道的表面粗糙度为Ra0.4,很多刀具都满足不了要求,或者就是加工不了一个工件就不能使用了,影响工件质量。采用BN-H200可同时满足高质量,高效率需求,并且降低成本要求。

风电轴承热后加工用车刀刀具的选择:
针对风电轴承的性能要求,精加工风电轴承的立方氮化硼刀具及刀片,必须要求较高的硬度,耐磨性和抗冲击性。
常用整体聚晶立方氮化硼刀具BN-S200材质或整贴面PCBN刀片BN-H200材质和BN-H50材质。常用刀片型号为RNMN系列和RCMX系列。
整体聚晶立方氮化硼刀片BN-S200材质RNMN系列,双面均可使用,属于经济型刀片。整贴面立方氮化硼刀片BN-H200材质 RNGN系列,单面使用,BN-H50可涂层,可双面焊接立方氮化硼材料,属于高性价比产品。
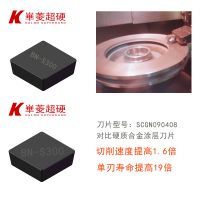
根据风电轴承热处理后的硬度和变形量的大小不同,在选购刀具前与刀具工程师沟通选择合适的刀具牌号。如风电轴承精加工后的余量小于2mm,选择BN-H200牌号刀片,加工风电轴承的滚道和端面,与陶瓷刀具相比,在切削速度高于陶瓷刀具的同时,刀片寿命是陶瓷刀片的7倍。并且粗糙度高于陶瓷刀片。
风电轴承外外环滚道热后加工用PCBN车刀刀粒案例
加工部位:风电轴承外环滚道,加工尺寸:2750mm,工件材质:42CrMo4,工件硬度:HRC58-63,表面光洁度要求:Ra0.4;
加工工序:粗加工,刀片型号:BN-H200 RNMN090300,加工参数:Vc=190m/min,Fr=0.43mm/r,ap=1mm;
加工工序:精加工,刀片型号:BN-H200 RNMN090300,加工参数:Vc=260m/min,Fr=0.2mm/r,ap=0.1mm。
延伸阅读:
1.除BN-S200和BN-H200材质刀片外,轴承硬车PCBN刀片与合金刀头通用车刀杆,可直接替换硬质合金刀片,实现更高效率、大批量加工轴承等。
2.BN-S200和BN-H200材质刀片为中间不带孔刀片,需配备专用的超硬车刀杆,华菱超硬公司提供配套超硬刀杆,可一站式购齐,实现以车代磨(硬车削)轴承等淬火钢件。
华菱超硬品牌热后加工风电轴承的PCBN刀粒【高精度,超耐磨车刀】