| 类型:车削刀具 | 品牌:华菱超硬 | 型号:BN-S20 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:BN-S20 | 货号:BN-S20 | 结构类型:整体式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:大余量粗车加工淬硬钢 |
| 规格:BN-S20 | 是否跨境货源:否 |
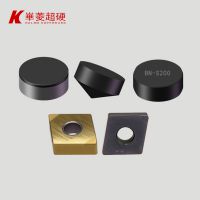
大余量粗车加工淬硬钢超耐磨CBN材质BN-S20【比合金刀头更耐磨抗冲击】
怎样选择车加工淬硬钢的刀具材料?如需要高效率、大余量粗车加工淬硬钢的刀具材质,欢迎致电华菱超硬。
合理选择刀具材料,是切削加工淬硬钢的重要条件。根据淬火钢的切削特点,刀具材料不仅要有高的硬度、耐磨性、耐热性,而且要有一定的强度和导热性。
(1)硬质合金:为了改善硬质合金的性能,在选择硬质合金时,应优先选择加入适量TaC或NbC的超细微粒的硬质合金。因为在WC-Co类硬质合金中,加入TaC以后,可将其原来的800℃高温强度提高 150~300MPa,常温硬度提高HV40~100。常用来切削淬火钢的硬质合***号有:YM051、YM052、YN05、YN10、600、610、726、758、767、813等。
(2)热压复合陶瓷和热压氮化硅陶瓷:在Al2O3中加入TiC等金属元素并采用热压工艺,改善了陶瓷的致密性,提高了氧化铝基陶瓷的性能,使它的硬度提高到HRA95.5,抗弯强度可达到 800~1200MPa,耐热性可达1200℃~1300℃,在使用中可减少粘结和扩散磨损。
(3)立方氮化硼复合片(PCBN)刀具:它的硬度为HV8000~9000,复合抗弯强度为900~1300MPa,导热性比较高,耐热性为1400℃~1500℃,是刀具材料中高的。它十分适合于淬硬钢的精加工, 目前华菱超硬刀具公司率先研制出整体式CBN刀片,增加了CBN刀片的应用领域,开始在粗加工,断续加工中广泛使用。

综上所述,能够大余量粗车加工淬硬钢的刀具材料是立方氮化硼,其次是复合陶瓷,再其次是新牌号硬质合金。
CBN刀具BN-S***余量粗车加工淬硬钢案例:
立方氮化硼(CBN)刀具粗车加工淬硬钢时,代替磨削的可行性:
(1)在数控机床上切削复杂的表面和几个复杂的表面,代替磨削工序,可以减少1/3~2/3的劳动量,而且能***很高的位置精度。
(2)形状复杂的内孔或小孔。如采用磨削,要求砂轮的形状也相应复杂,有的时候无法磨削,这时采用车削为有利。
(3)一个零件几个表面(外圆、内孔、端面、阶台、沟槽)都需磨削,这时采用车削,一道工序即可完成,可减去磨削用的工装。
(4)零件淬火后易变形和留余量小时易造成废品,这时可留余量大一些,待淬火后,再用CBN刀具切除多余余量,再磨削,以减少因变形大而产生的废品。
(5)在加工载荷变动量很大的,困难条件下使用的表面高频零件,采用CBN刀具加工,工件表面组织和物理力学性能较磨削时好,可以延长零件的使用寿命。
延伸阅读:淬硬钢硬切削方案
华菱超硬为淬硬钢领域提供硬车、硬铣、仿形加工、切槽、螺纹加工等CBN刀具,并且形成了从连续到断续,从粗加工—超精加工一整套的硬切削刀具方案供用户选择,在齿轮/齿轮轴,同步器,轴承,丝杠,模具等领域具备丰富的硬切削经验,以下是华菱超硬CBN刀具硬切削淬硬钢的部分案例:
(1)同步器硬车槽方案
切槽工序采用BN-H10成型切槽刀生产节拍提高,效率提高。切槽工序采用CBN标准刀片VNGA1604,切削性能稳定,性价比高。
(2)滚珠丝杠硬车和螺纹加工(车螺纹、车螺旋槽)方案
硬车端头(轧制丝杠),常用刀片型号:BN-S20 CNMN120708/04,改善加工工艺,提高生产效率。
螺纹加工,常用整体聚晶CBN刀片SNMN090404等型号,亦可定制BN-H10成型刀进行仿形加工,生产效***,刀具耐用度高,抗震性好不碎裂。
(3)淬硬模具硬车、硬铣方案
铣削:采用整体聚晶CBN刀片,相较于某品牌CBN刀具寿命***,单件刀具费用***。
车削:采用复合式CBN刀片,相较于某品牌CBN刀片,刀具寿命提高4倍,并属于正常磨损。
大余量粗车加工淬硬钢超耐磨CBN材质BN-S20【比合金刀头更耐磨抗冲击】