| 类型:车削刀具 | 品牌:华菱品牌 | 型号:粉末冶金齿毂刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:粉末冶金齿毂刀具 | 货号:粉末冶金齿毂刀具 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:粉末冶金齿毂刀具 |
| 规格:粉末冶金齿毂刀具 | 是否跨境货源:否 |
精车加工粉末冶金齿毂选什么刀具牌号效***,华菱品牌CBN刀具
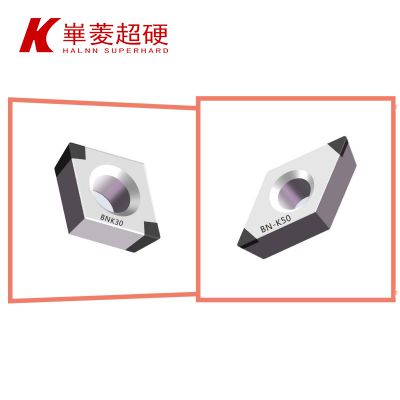
精车粉末冶金齿毂选择什么刀具牌号精度高?精加工粉末冶金齿毂,主要是精加工端面及环槽,粉末冶金齿毂的环槽要求精度高、尺寸形位公差严格,推荐使用BNK30和BN-K50牌号CBN刀具,相比硬质合金涂层刀片,能高效率、高精度加工粉末冶金齿毂。
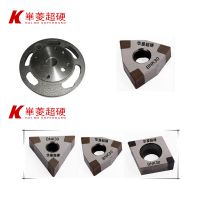
粉末冶金同步器齿毂在市场中一直占有相当大的份额,是手动变速器中应用非常广的粉末冶金零件,这主要是由于粉末冶金齿毂的性价比高、性能优良,而且倘若能对高转矩应用的齿毂的使用性能明显改进,粉末冶金齿毂还具有进一步增长的应用前景。
粉末冶金齿毂常用材质有D39材料,为海格纳斯铁粉(铁基粉末冶金材料),性能稳定,对外齿精度要求高,由于粉末冶金材料的牌号及组合成分各不相同,属于难加工材料,华菱超硬针对粉末冶金齿毂有多种立方氮化硼刀片牌号。

精车粉末冶金齿毂的刀具方案:
(1)BNK30,华菱超硬新材质产品—BNK30,采用进口纳米级结合剂和高纯度亚微米+纳米CBN颗粒混合配比,其硬度更高,CBN粒度更细,尤其适合高速车削,可获得良好稳定的表面加工质量,对于刀片的寿命有更为明显的把握。适用于连续精车粉末冶金变速箱齿毂端面,相比硬质合金涂层刀片,刀具寿命提高10倍以上。
(2)BN-K50,是华菱超硬针对粉末冶金材质研发的立方氮化硼刀片材质,在粉末冶金领域应用广泛,可高速精车粉末冶金齿毂,同时可定制非标成形刀具,如切槽刀具、切槽刀片等。
精车粉末冶金齿毂的应用案例:
加工工件:粉末冶金齿毂
加工工序:精车端面
刀片牌号:BNK30
刀片型号:CNGA120408
线速度:Vc=200m/min
进给速度:F=0.1mm/r
吃刀深度:ap=0.25mm
加工效果对比如下:
延伸阅读:粉末冶金零件刀具方案
随着粉末冶金材质及工艺的应用越来越多,针对粉末冶金汽车同步器齿毂、粉末冶金含油轴承、粉末冶金齿轮等粉末冶金零件的加工,华菱超硬提供多种材质,针对不同的加工工况,推荐使用专用牌号针对性的加工,欢迎致电华菱超硬咨询。
(1)粉末冶金零件连续车削刀具:BNK30,采用进口纳米级结合剂和高纯度亚微米+纳米CBN颗粒混合配比,其硬度更高,CBN粒度更细,尤其适合高速精加工,可获得良好稳定的表面加工质量,对于刀片的寿命有更为明显的把握。而且在目前超硬刀具PCBN /PCD坯料大部分需要进口的背景下,华菱超硬自主研发的此类CBN刀具坯料及刀片远销欧美日韩发达国家,在超硬刀具界享有很高声誉。
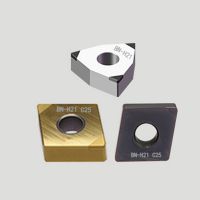
(2)粉末冶金零件断续加工刀具:BN-H20,耐磨性和耐崩损性能兼顾,抗冲击,可承受断续加工不崩刀,通焊型刀片结构,刃口多更经济。
(3)粉末冶金零件精加工刀具:BN-K50,硬度高、耐磨性能优异,具有超长的使用寿命,适用于耐磨铸铁和粉末冶金材料的精加工,且适合高速精镗孔,还可定制槽刀、车刀、内孔车刀、小孔镗刀等非标刀具。
凡采购华菱超硬刀具产品,***,全程提供技术参数指导,欢迎致电华菱超硬垂询!
精车加工粉末冶金齿毂选什么刀具牌号效***,华菱品牌CBN刀具