| 类型:车削刀具 | 品牌:华菱超硬品牌 | 型号:PCBN刀片材质BN-H21 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:PCBN刀片材质BN-H21 | 货号:PCBN刀片材质BN-H21 | 结构类型:复合式 |
| 是否涂层:非涂层 | 适用机床:铣床 | 加工范围:铣削球笼万向节 |
| 规格:PCBN刀片材质BN-H21 | 是否跨境货源:否 |
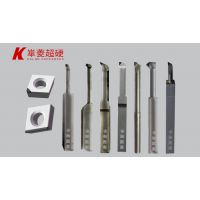
铣削球笼万向节专用刀片材质BN-H21【抗冲击,强断续不崩刀】
铣削球笼式等速万向节的球笼铣刀用什么材质效果好?早期经过热处理后的球笼零部件均采用磨削工艺来实现高精度高质量要求,但随着汽车行业的飞速发展,对球笼等零部件的需求量日益增加,为了更好的实现高效率低成本的生产要求,华菱超硬研制出可以车代磨、以铣代磨的CBN刀具(BN-H10/BN-H21),不仅可连续切削,亦可实现断续切削。

汽车球笼万向节的加工工艺
1、球形壳的加工工艺:锻件(外购件)—粗车(外圆,内孔)—精车(外圆,内孔)—铣六滚道—搓花键螺纹—热处理—磨外圆,端面—磨内孔,六球道—探伤—清理。
2、星形套的加工工艺:车内圆端面,外圆端面—拉花键—铣六球道—热处理—磨外圆面—磨六球道。
3、保持架的加工工艺:车内圆端面—车外圆端面—冲窗孔—铣窗孔—热处理—磨外圆面,内圆面—磨六窗孔
球笼零部件主要为批量生产,推荐采用CBN刀具(BN-H05/BN-H10/BN-H21)对球笼零部件进行车削和铣削,延长刀具寿命,提高生产率和产品质量。
汽车球笼万向节切削加工刀具选择:
目前球笼零部件主要为批量生产,采用硬质合金和陶瓷刀具加工过程中,由于零部件硬度高,而且部分存在断续切削,刀具切削刃口会很快磨损或崩损,导致零件公差得不到***,对此华菱超硬推荐CBN刀具对球笼零部件进行车削和铣削,延长刀具寿命,提高生产率和产品质量。
车削加工:多采用加工中心对零部件进行车削,在对具有严苛的尺寸公差要求,或者强断续切削工况下,可采用华菱超硬BN-H10牌号和BN-H21牌号分别对球笼零部件进行连续切削和断续切削,同时华菱还可提供涂层和修光刃等硬加工方案。
铣削加工刀具:主要用于球形壳和星形套上的球道(滚道)铣削,和保持架的窗口铣削,华菱超硬CBN铣刀具有较高的高温耐磨性和热稳定性,刃口经过特殊的处理工艺,具有更高的刃部强度和稳定性,切削性能稳定,可严格控制球形壳内球面和六条球道的同轴度,星形套外球面和六条球道的同轴度公差要求。
华菱超硬品牌CBN刀片在球笼零部件加工中的运用:
1.铣削汽车球笼星形套球道:材质:20CrMnTi,工件硬度:HRC58-62,加工参数:Vc=170m/min fz=0.07mm/z,加工方式:干式切削,刀具寿命:4500件。
2.铣削汽车球笼保持架窗口:材料:20CrMnTi,工件硬度:HRC58-62,表面粗糙度要求:Ra1.6,加工参数:Vc=130m/min,Fr=0.2mm/r,ap=0.3mm,刀具寿命:2000件。
延伸阅读:华菱超硬品牌CBN刀具优势
(1)相较于硬质合金刀具:自身刀体硬度高,耐磨性优异,刀具寿命是硬质合金刀具的10-20倍。
(2)相较于陶瓷刀具:华菱超硬CBN刀具在具备优异的耐磨性的同时,抗冲击韧性和抗断裂性能强,金属切削***,重载并断续切削大余量毛坯件不崩刀。
(3)相较于同质产品:采用纳米级结合剂和高品级CBN材料配比,具有更稳定的切削性能,刀具寿命是同质产品的1-2倍。其焊接式CBN刀具***不掉头,在断续切削情况下***工况稳定的同时,不崩刀更耐磨。
(4)相较于进口品牌CBN刀具:切削性能稳定,性价比更高,尤其在“以车代磨”、***硬度重载切削、铸铁高速加工等细分领域独具优势。
凡购买华菱超硬刀具产品,全程提供技术指导服务,***,欢迎新老客户致电垂询。
铣削球笼万向节专用刀片材质BN-H21【抗冲击,强断续不崩刀】