| 类型:车削刀具 | 品牌:华菱品牌 | 型号:高速加工制动鼓刀具 |
| 材质:聚晶立方氮化硼 | 是否进口:否 | 产地:郑州 |
| 订货号:高速加工制动鼓刀具 | 货号:高速加工制动鼓刀具 | 结构类型:机夹式 |
| 是否涂层:非涂层 | 适用机床:车床 | 加工范围:高速加工制动鼓刀具 |
| 规格:高速加工制动鼓刀具 | 是否跨境货源:否 |
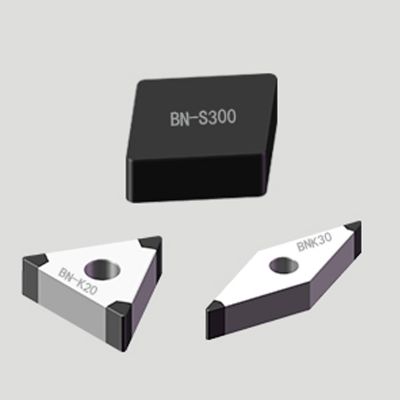
高速加工制动鼓刀具 可高效加工灰铸铁制动鼓制动盘的刀片
高速加工制动鼓的刀片材质:BNK30和BN-S300,是华菱超硬针对高速加工制动鼓研发的高效率PCBN刀片材质牌号。
汽车制动鼓对刀片材质的要求:
1.刀片材料硬度高,耐磨损;
2.由于制动鼓是铸造成型,对刀片材料的耐磨性和抗冲击性要求较高;
3.制动鼓的切削表面粗糙度要求Ra1.6以内,光洁度高;
4.刀片使用寿命长,降低加工成本。
针对以上要求及制动鼓高速加工过程中的问题,引进国外***立方氮化硼PCBN刀片技术,我国研制出汽车制动鼓粗车、精车、连续-断续切削工序中的高性能国产刀片牌号BNK30和BN-S300。

高速加工制动鼓的PCBN刀具方案:
(1)BN-S300材质PCBN刀具具备了高效率、高耐磨性、加工后工件表面粗糙度低、刀具寿命长等优良的特性,在高速车削加工中使用BN-S300刀具不仅可提高产品的加工质量,而且可大幅度提高加工生产效率,满足现代工业高效生产的需要。
BN-S300材质PCBN刀具适宜于铸铁汽车制动鼓的粗精加工,现在替代硬质合金刀具是一种趋势。
(2)BNK30材质PCBN刀具,属于焊接式立方氮化硼刀具,适合精加工工序。精车加工汽车制动鼓时,表面粗糙度和形位公差是加工质量的基本***,而加工效率也决定了汽车制动鼓等零部件行业的竞争力。针对制动鼓的精车工序我国研制出BN-S300和BNK30组合刀具,可高速加工汽车制动鼓端面,双刀同时进行加工,效率可提高2倍以上。BN-S300加工端面,BNK30精车内孔,***图纸要求的基础上,提高加工效率。
BN-S300牌号CBN刀具加工制动鼓的案例:
延伸阅读:华菱超硬灰铸铁加工刀具优势牌号
1.灰铸铁粗车刀片牌号BN-S300,硬度高达HV3400-3600,耐磨性能良好,优势用于高速加工灰铁零部件(HT200/HT250/HT300),如刹车盘、制动鼓、皮带轮、飞轮、离合器压盘等。
2.灰铸铁精铣刀片牌号BN-S300,BN-S200,BNK30,可加工硬度HB200左右的灰口铸铁、铁系烧结合金,硬度高,耐磨性和抗冲击性优异,刀尖锋利,可进行高速铣削加工灰铸铁零件,精铣灰铸铁切削参数推荐:Vc=450-2000m/min,吃刀深度≤1.5mm,进给量Fr=0.05-0.3mm/r。
凡购买华菱超硬灰铸铁加工刀具产品,***,全程提供技术指导服务,欢迎致电华菱超硬咨询。
高速加工制动鼓刀具 可高效加工灰铸铁制动鼓制动盘的刀片